 ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app ŷ�ޱ��������ĸ�app
ŷ�ޱ��������ĸ�app




-

-
 ���ø�High configuration
���ø�High configuration�㲿����ѡ��Ʒ�Ƴ��ң�����ʹ�õ¹���ʿ�֣�˿��ʹ��̨����ĥ˿�ˣ���������375HT���ϣ����ʺã�ǿ�ȸߣ������λػ�����������Ʒ�ʸ��ȶ���ʹ����������20�����ϡ�
רעƽ��ĥ������Чĥ���������������ڳ�Ϊƽ��ĥ����ҵӮ����
ȫ����������15184398222
רעƽ��ĥ������Чĥ���������������ڳ�Ϊƽ��ĥ����ҵӮ����
ȫ����������15184398222
���Źؼ��֣� ����ƽ��ĥ�� ĥ���������� ������ĥ�� ƽ��ĥ�� ŷ�ޱ��������ĸ�appĥ��

��ѯ���ߣ�
15184398222
��ϵ��֣����
���䣺1215973999@qq.com
��ַ��www.scmoc.com
��ַ��ŷ�ޱ��������ĸ�appʡ�ɶ��ж����߾��ÿ�����������446��
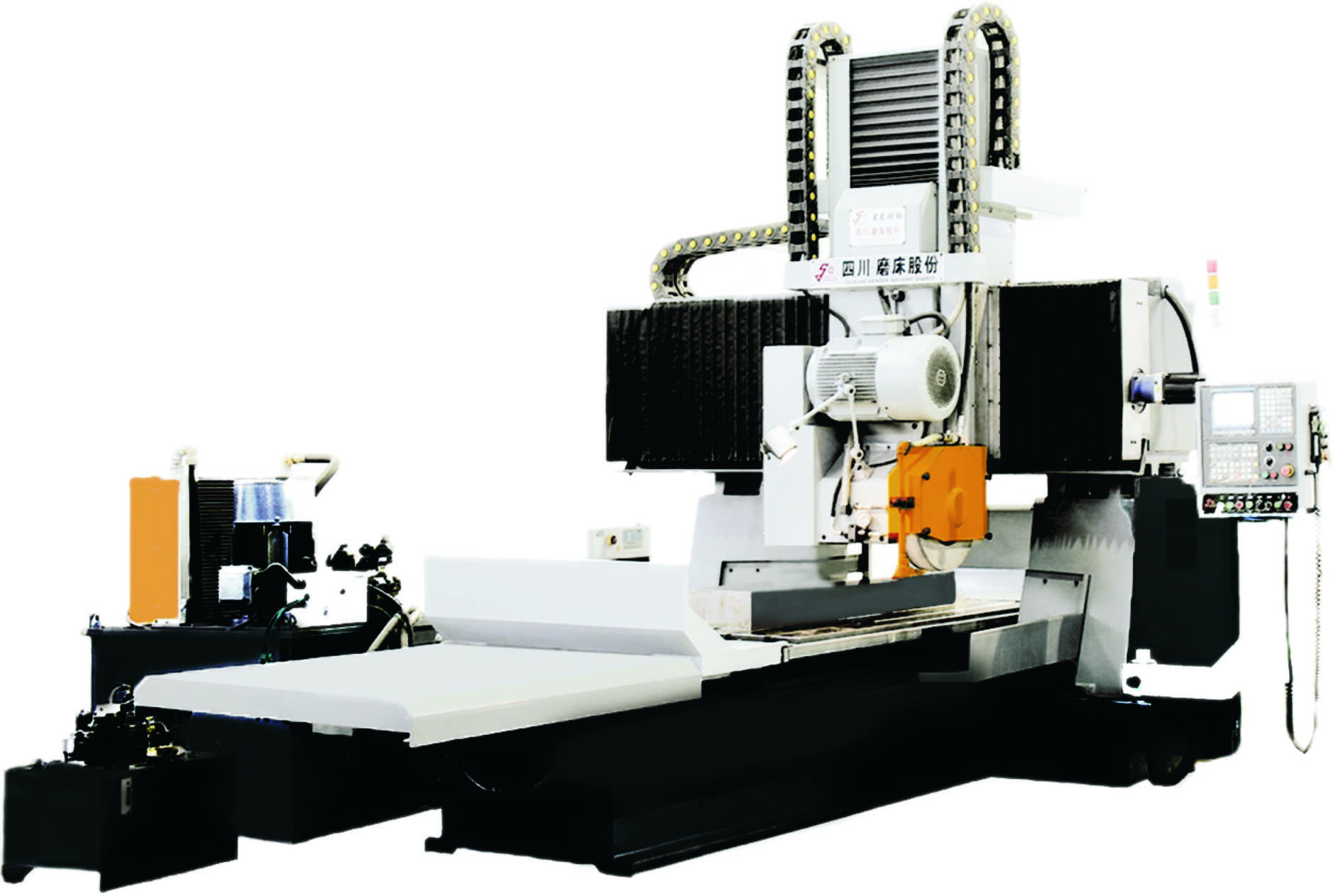 CM-Kŷ�ޱ��������ĸ�app����ƽ��ĥ��ϵ��
CM-Kŷ�ޱ��������ĸ�app����ƽ��ĥ��ϵ�� ���ݿͻ�Ҫ����ȫ���ʽŷ�ޱ��������ĸ�appƽ��ĥ��ϵ��
���ݿͻ�Ҫ����ȫ���ʽŷ�ޱ��������ĸ�appƽ��ĥ��ϵ�� MK71ϵ��ŷ�ޱ��������ĸ�app����ʽ�����̨ƽ��ĥ��
MK71ϵ��ŷ�ޱ��������ĸ�app����ʽ�����̨ƽ��ĥ��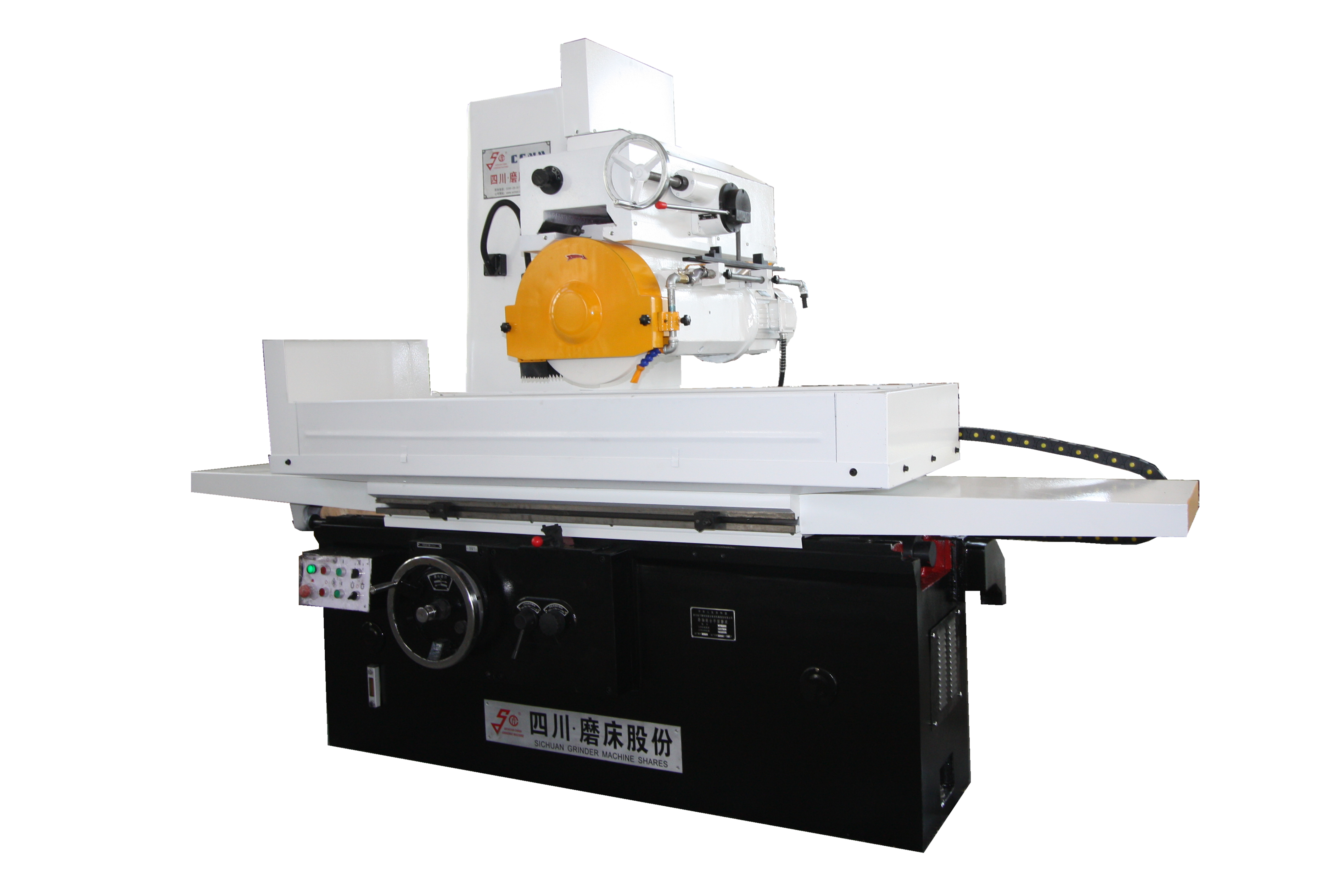 M7132Cϵ�������̨ƽ��ĥ��
M7132Cϵ�������̨ƽ��ĥ��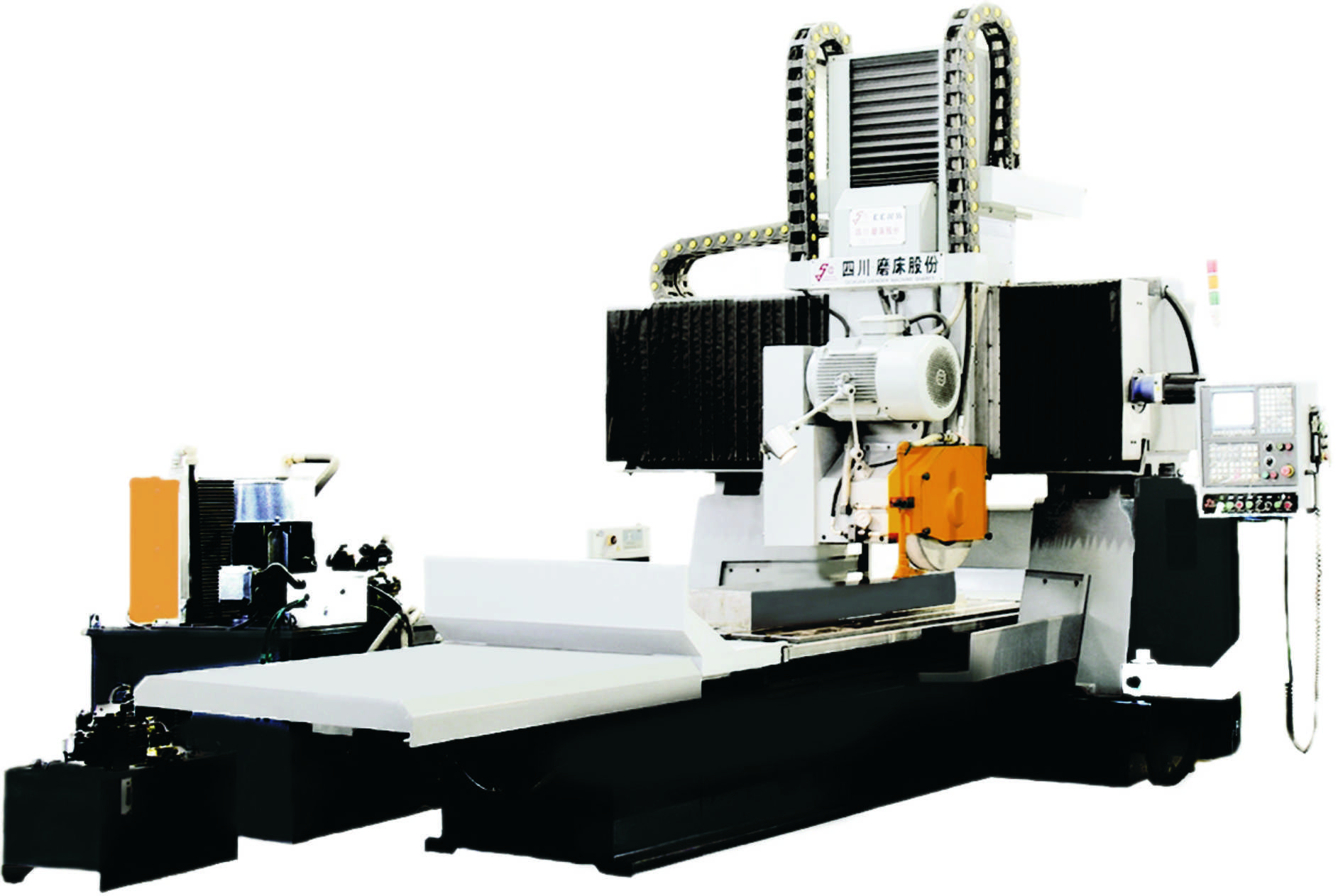 CM-Kŷ�ޱ��������ĸ�app����ƽ��ĥ��ϵ��
CM-Kŷ�ޱ��������ĸ�app����ƽ��ĥ��ϵ�� ŷ�ޱ��������ĸ�app����ʽƽ��ĥ��ϵ��
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ��ϵ�� MK7140Cŷ�ޱ��������ĸ�app�����̨ƽ��ĥ��
MK7140Cŷ�ޱ��������ĸ�app�����̨ƽ��ĥ�� M7132Cϵ�������̨ƽ��ĥ��
M7132Cϵ�������̨ƽ��ĥ�� M7140Cϵ�������̨ƽ��ĥ��
M7140Cϵ�������̨ƽ��ĥ�� M7150Cϵ�������̨ƽ��ĥ��
M7150Cϵ�������̨ƽ��ĥ��
ĥ��ʹ�������ͣ������ʸ�01
����ĥ�����Ρ����ơ���ƫ���Ʒ����ͳһ02
�����ṹ�����������ܲ��ȶ�03
ĥ��Ч�ʵͣ����ȼ����Ȳ����04
�������������˹���������ά�ɱ�05
���Ҳ����棬����֧�ֺ����ʲ�����06
С����ʽ�������ۺ�����ޱ���07
 ����鿴ĥ�����Ȳ�����Ƶ
����鿴ĥ�����Ȳ�����Ƶ

��ĥĥ��60�����ƽ��ĥ��������ԡ��ڸ����죬���������Ϊԭ���ԡ��ɾͿͻ���Ϊ��ּ����������ҵת�����������ҳ�Ϊ�·ɡ�������칫˾���������칫˾��������ͨ��ѧ�������ƴ����빤��ѧԺ�����ݺ��졢���Ϲ��ߡ����ϱ������ʡ��д���ҵ���š��ϳ����������š�һ���������š��������ع�˾���ڶ���ҵ�ĺ�����飬�ջ�����糱��
������ѯ�����ҵӦ������ ������������չ���Ϊ���ṩ�����ĥ���������
�������ߣ�15184398222 ��ĥ��ѯ
���ݸ��˹۵�ʹ�ҵ�ߵľ��飬�����¿���ԭ�����ȣ�Ҫ��ʵ�־� ��ƽ �� ĥ���ķ�Ʒ��Ϊ�㣬��Ҫ�Ӷ���������֡����ȣ�������Ա����߱������IJ������ܺ;��飬�ܹ�ȷ�ذ���ĥ���Ĺ���״̬�;���Ҫ�����������������ķ�Ʒ����Σ��� ��ƽ �� ĥ������Ҳ��Ҫ�߱��߾��ȡ��ȶ��ԺͿɿ��ԣ��������豸��������ķ�Ʒ�����⣬����ά���ͱ���Ҳ�DZز����ٵģ���ʱ���ֺͽ��DZ�����⣬ȷ���豸���������С�������Ա������Ա����Ҫ�ƶ��ϸ���������ƴ�ʩ�ͱ�����ǿ���������̵ļ�غ�����ȷ��ÿһ�����ڶ�����Ҫ�Ӷ����ͷ�Ʒ�ʡ�
ͬʱ���� ��ƽ �� ĥ���ľ��ȿ���Ҫ��ϸߣ���Ҫ������Ա�߱���Ӧ�ļ���֪ʶ�ͼ��ܡ�����������������ܻᵼ��ĥ������ѡ������ĥ�������Ʋ�ȷ�����⣬��������ĥ������ֲڶȳ���γɷ�Ʒ����ˣ����ڵļ�����ѵ�Ͱ�ȫ����Ҳ�DZ�Ҫ�ģ�����߲�����Ա��רҵ���ʺͰ�ȫ��ʶ��
...
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���Ǽӹ�����Բ���Ρ�Բ�λ�������״����չ�ɵ�������������Ļ�����ʹ�ù㷺���ܼӹ�����Բ����Բ������漰������ĥ������Ҫ����ĥ����Բ�����Բ�棬������ĥ�����������֣���ĥ��������ĥ������ĥʱ��ɰ����ת�����˶��������˶��У�������ת��Բ�ܽ����˶���
����С�����ҷ�������ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ľ���Ӱ�����أ�

ĥͷ��ͷ�ܡ�β���ĵȸ߶ȶԹ����ߴ羫�ȵ�Ӱ�졣ĥͷ��ͷ�ܡ�β���ĵȸ߶���ʹͷ�ܡ�β������������ɰ�����������ڿռ䷢��ƫ�ƣ���ʱĥ���Ĺ������潫��һ��˫���档
ĥͷ�ƶ�����ڻ������촹ֱ�����Լӹ����ȵ�Ӱ�졣�������Ľ����ʹ����������ͷ�ܡ�β���������߷���ƫ�ƣ���ĥ������ʱ��������������빤�����ߵĴ�ֱ����ĥ��Բʱ����Ӱ�����ֲڶȣ�����������ĥ�ơ�
...
1����������ʲ���
ɰ�������������м�϶��������������������϶��0.005��0.010mm֮�ڣ������ݶ��Է��ɶ���
ɰ�ֲ�ƽ�⣺ƽ��ɰ�֡�
ĥ������ѡ����ѡ�����������������
2��������������
ѡ��ɰ��̫Ӳ�����ݹ������Ϻ���ѡ��ɰ�֡�
ɰ�ֱ�ۣ�����ɰ�֡�
ĥ������̫����ѡ������������

����ŷ�ޱ��������ĸ�appƽ��ĥ���ڰ�װ��ӹ������쳣��ԭ��Ƚϸ��ӣ���Ҫ��������ķ�����
���ȣ�������Ҫ�������İ�װ������ȷ��������λ�ú�ˮƽ�ȷ���Ҫ�� �����ܵ���绷���ĸ��š���Σ�������Ҫ�Ի����ĵ������ά���ͱ��������ڸ������ͣ���֤����ľ��Ⱥ��ȶ��ԡ�
���⣬�����ĵ�������ϵͳҲ��Ӱ��ӹ����ȵĹؼ�����֮һ����Ҫ���ڼ��͵�����ȷ����������ϵͳ���ȶ��Ժ�ȷ�ԡ�����֮�⣬���������Ҳ��Ӱ��ӹ����ȵ�����֮һ����Ҫ���ڸ���ĥ����������֤�������������ܺ;��ȡ�
�ڷ�������Щ����֮�����ǿ�������Եؽ��е�����ά�ޡ����磬������쾫�ȳ������⣬���ǿ��ԶԵ�����������͵������ָ��侫�Ⱥ��ȶ��ԡ�
�����������ϵͳ���ֹ��ϣ����ǿ��ԶԿ���ϵͳ���м����������ȷ�����ȶ��Ժ�ȷ�ԡ�����ĥ����������Ҫ��ʱ�������Ա�֤�������������ܺ;��ȡ�ͨ����Щ��ʩ��ʵʩ��������Ч���ŷ�ޱ��������ĸ�appƽ��ĥ���ļӹ����ȣ��������Ч�ʺͲ�Ʒ������
...
ȷ�ϻ�������ǰ���������Ѿ���ɣ�����������Դ����Դ����ȴҺ�ȶ�������
������������ϵIJ���ģʽѡ�أ�ѡ���ֶ�����ģʽ��
�ֶ��ƶ���������̨��ɰ�ֵ����ʵ�λ�ã��Ի�����������͵�����ȷ����������̨���ƶ����ȡ�
����ŷ�ޱ��������ĸ�appϵͳ������ĥ���ӹ��ij���ȷ�ϳ����������������С�
�������й����У��۲��������״̬����ĥ��Ч������������������ĥ���������ʱ��������������

��������к��Խ�����ʽ�ļӹ���������Ҫע����ʱ��ע����״̬������������ʱ����������ɰ�ּ�϶�ȡ�
�ڼӹ������У�ע�ⰲȫ������Υ������ʹֱ�ʹ�û�����
�ڼӹ���ɺرջ����Ϳ�������ϵ����п��أ����йػ�ǰ����������
������������̨�ϵĹ���������Һ�����ֻ�����ࡣ
������в�����¼�������̺ͼӹ����ݣ�Ϊ���������ṩ�ο���
ŷ�ޱ��������ĸ�appƽ��ĥ���Ĺ����������ز����Ż���������������ĥʯ�½��о�ϸ��ĥ�������ϸ���ѭ�Ų�����̣�ȷ��ÿһ������ȷ������ĥ���ĺ������У�������ù⻬ϸ�壬���ֳ�������ƽ�档ŷ�ޱ��������ĸ�appƽ��ĥ����������˹���Ч�ʣ�����֤�˼ӹ����Ⱥ�һ���ԣ�������ҵ�в��ɻ�ȱ����Ҫ���ߡ�
�Աߣ�������Ա���ڶ�ĥ�����ж���ά���ͼ�顣������ϸ�鿴ÿ�������������������ʱ�������Ⲣ���д�����������ά�������dz���Ҫ����Ϊ������ȷ��ĥ��ʼ�մ������״̬���ӳ���ʹ��������ͬʱҲ��֤�������İ�ȫ���ȶ���
ŷ�ޱ��������ĸ�appƽ��ĥ����Ӧ�÷�Χ�dz��㷺������Ҫ����������ҵ�еĽ����ӹ��������Ǿ�����������컹��ģ�ߵ����죬ŷ�ޱ��������ĸ�appƽ��ĥ�����ܷ��ӳ���Ҫ�����á����Ч�ʡ��߾��ȵ��ص�ʹ����������ҵ�еõ��˹㷺��Ӧ�ã�Ϊ����ҵ�ķ�չ�����˾�Ĺ��ס�
...
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���Ĺ������ڹ���̨�ϣ�����ĥ�����̵Ľ��У����ϵر�ĥ����������ĥ��ɰ����̶��������ϣ������������ת������ĥ��������������Աͨ����������ϵİ�ť����ť�����Ծ�ȷ�ؿ���ĥ������Ⱥ��ٶȣ��Ա�֤�ӹ����Ⱥ�Ч�ʡ�
��ĥ�������У�ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�����ȶ��Էdz��ã�������Ϊ���������ܵ�Ӱ�졣ͬʱ���������кܸߵļӹ����ȣ�����������־�������ļӹ�Ҫ������Աֻ��Ҫ���мIJ������Ϳ�����ɸ��ӵ�ĥ�����������˼ӹ���Ч�ʺ;��ȡ����⣬ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������а�ȫ�ɿ����ص㣬������Ч��ֹ�����¹ʵķ�����
�����ڻ�е���������Ӧ���⣬ŷ�ޱ��������ĸ�app����ʽƽ��ĥ����������ģ�ߡ����졢����������õ�Ӧ�á���Щ��������ͨ����Ҫ�߾��ȵ�ƽ��ĥ������ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������������һҪ��Ϊ��Щ����ķ�չ�ṩ��������֧�֡�
...
ʲô������ʹ�ù����У�����˼����������֪������ʹ�÷��������ܣ�����ĥ����Ӧ�ô�Ҷ�֪�������Ǻü��ֹ��ܿ���ֻ�м�������֪����ƽ��ĥ���������ڸ��ֵ��ӣ��ܽ���ģ�ߵȷ���Ӧ�õ�����ʵƽ��ĥ�����ڿ���ĥ��о�����DZ�ѹ������Ĺ����ʹ�о��

����Բ̨ƽ��ĥ��������������λ��ʹѹ��������������һ���������˷�������������С�˻����˵������������������Ĵ�С�ͻ����˵��˶��ٶ��������г����浯�ɵı��ζ��仯��
��ˣ����������������г̽϶̼�����Բ̨ƽ��ĥ���Ի�������������˶��ٶ�Ҫ�ߵij��ϡ�
˫�����������������˶�������ѹ�������Ӹ��ڱ���������������ǻ�ҽ��������ų���ʵ�ֵģ�ѹ��������������������������������������������ȫ����ѹ����������ɡ�
...
1����еװ�а취
ʹ��ƽ��ĥ�����ƽ���м��ǯ�ӻ����ô��Թ���̨��������������Сƽ��ǯ�С� ����ƽ��ǯ��һ���ĸ߶ȣ�ǯ���ϵĴ�����С�� �����ͽ����ٶȵķ���ĥ����������һ��ƽ�棬Ȼ����ȡ���� ��ʱ������ĥ����ڴ�̨�ϣ�����ĥ����������һ�棬�ظ���ĥ���Σ���ƽ���ƽ��ȷ���Ҫ��
2����ռн���ʽ
�ô���ѹ�н�����������ĥ���� �乤��ԭ���ǣ��о���װ�����ܷ�Ȧ������Ĺ����������ܷ�Ȧ�ϣ�������о�֮���γ��ܷ�ǻ�� ����ձý����ڿ����ӳ������г��ߣ���ʱ�������н��� ���ڼн���С���ɲ���Բĥ������ĥ���� ��ĥ�����幤��һ�˵�ƽ�����ĥ�����幤������һ����ʱ����ѡ�������������õ���ͬ�Ľ����
3�����嵯�Ե�Ƭ��װ�з�ʽ
��ƽ��ĥ����ĥ���������幤��ʱ��ѡ����װ�л�����ʹ���幤����һ��ʱ������ɶ�λװ�С��ڹ����ʹ��Թ���̨֮�����һ��0.5mm����� �������ܵ�������ʱ����ѹ�������Ա��α�С���Ӷ�����ĥ��������ƽ�档 ����ظ�ĥ��������ӹ�����Ҫ��
1���������
���ĥ���ϵ������䣬���������Ƿ��㹻������������㣬Ӧ��ʱ��ע��ͬʱ������Ҫע��ѡ���ʵ��������ƺţ���ȷ��ĥ���������У������������⡣
2�������ϵͳ
����������㣬��ĥ����Ȼ�������������⣬��ô��������ϵͳ���ֹ��ϡ�����������£���Ҫ�����ϵͳ�ĸ���������������͵�������ճ�ȡ���ʽ���������䡢�ܺ����Ƿ���ֹ��ϵȵȡ������Ҫ�������ͻ����������Ӧ��ʱ��ȡ��ʩ��������ϵͳ�Ĺ��ϡ�

1����λ������ƽ��ĥ��Ӧ�÷��������ΰ�װ�ȽϺ�?���˽⣬Ӧ���������˶��ռ���ӦԤ��300mm���ϣ�ÿ������˿š����̨��ǰ������ˮƽ��0.04/1000 mm���ڡ�
2��ɰ�ֵ�ѡ����ѡ�õ�ɰ�ֱ����ܳ���2000��/���������ܵ�ת�٣���Ϊת��̫�ͺ��������ºۼ�����ת��̫�ߣ�ɰ�ֵļ۸��ߺܶࡣ���⣬Ҫ�ر�ע���ϸ��ֹʹ����ɰ�֡�������������������ڰ�װ��ɰ�ֺ��������������ұ���ƽ�⡣
3��ĥ�����ᣬ��װǰȷ������˳ʱ����ת��
4��Һѹװ�ã�����ƽ��ĥ��ʹ��ճ��Ϊ46 #��Һѹ�͡��»���ʹ�������º���Ҫ����Һѹ�͡�֮��ÿ�����һ�Σ���ϴ���䡣
5����װ��ʹ��ճ��Ϊ32�ĵ������͡��Ƽ�������1�Ż�1405��,ÿ��ȷ������(��)����,��֤���������ϡ�ÿ�ܼ��һ�ε�����·�Ƿ�ͨ������ֹ����©�͡�����ÿ��������ϴһ�ξ���ƽ��ĥ�����䡣������Ҫ���ڼ�ע��֬��
...
һ��ѡ�õ�Ż��Ļ���취
���г̵����ƽ��г̿������������źţ��г̻������Ϊ��Ӳ������Ļ���취��ʹ����������ƽ����������Ա��⡰���㡱������һ�ֿ�����Һѹ��������ָ��˲�䳨����պϣ���˲ʱ��ͨ��½ػ���ͨ����������Һѹ������ϵ�ڻ���ʱ���кܴ�ij��������
����ѡ�õ�Һ���Ļ���취
�ȵ���û�л���ǰ���õ�Һ��������Ż��㹹����һ���µĻ���취����Һ�������ȵ�����Ż���������Һ���������ɣ�һ��ǿ����·�л��˷���ƽ��ĥ����������о�Ͱ������ȵ������ٶ��ƶ�����һ��ҵ��λ������·����ı䣬��ҵ̨Ҳ�ͻ����˶��������˻���"����"��
����ѡ���г̻��Ļ���취
����о������һ�θˣ�Ϊѡ���г̻��������ʹ����ҵ̨�ϵ��г̵����ƽ�����������Զ�����ƽ��ĥ������ҵ̨�����˶�ʱ�������ִ��м䷽λ������Һѹ�װڲ���ǻ���Ƕ�ͨѹ���͡����Ƕ�ͨ���͡����Ƕ���գ���ʱ��Һѹ����ǻû��Һѹ���ƽ�������ʹ��ҵ̨�˶���ֹ����˻����ִܵ���һ�ˣ�Ҳ�ͳ�������ν"����"��
...
M7130�����̨ƽ��ĥ��Ϊĥͷ�ƶ�ʽ������������ֻ̨�ڴ�����������Һѹ�����������˶���ĥͷ���ϰ��Ϲ��������˶����ϰ���ͬħͷ������������ֱ�˶�����Ҫ����ɰ�ֵ��ܱ�ĥ������ƽ��Ļ�����Ҳ��ĥ���dzߡ����ӡ�ģ�ߵȣ�ʹ�÷�Χ�ܹ㡣
��Ҫ��;��
�����ڸ��ֻ�е�ӹ�����������������оߡ��Ÿ֡�ģ�ߵ�����ӹ���ҵ��
����������ĥ���֡������մɼ���ɫ�����Ƴɵ������

��ĥ��ˮĥ�������������ڸ�ĥ�豸���ռ���ʹ�úܶ������ؿ�ʼ���ø�ĥ��ʽ�����г�����ĥ�Լ����Ӵ�ĥ����Ӧ��Ҳ�����˺ܶ��洦����ˮĥ�ӹ�Ҳ�������йظ�ĥ������һЩ��չ����Ϊ�˲�������г�����������������ҵ��ǰ�У�����ǰ��ר�̸��㶫����ѧϰ�뿼�죬���л���һĿ�ı�����ʵ�˽��ĥ��ʪĥ���ɵ������飬����Ŀ�ĵ�֮��ѧϰ�ص�ѡ������ŷ�ޱ��������ĸ�app�������߷���5��4S�꣬ÿ�Ҷ����и�ĥϵͳ�����л���2�ҵĸ�ĥϵͳ���Ƚ�����������ȴ�����ã�ԭ�����������Ŀ�ʹ�ĥ��ϸ��λ���ڲ�����֮���ȡ�
������̸һ���Ҹ��˶Ը�ĥ����Ϥ����ĥ������Բ�λ��͵��� ��ʽɰֽ��ĥ�����д�ĥ��
���Ƚ�����ճ��ɰֽ���ڴ�ĥ���Ͻ��г�����ĥ��ֱ���������κϸ�������ֶ�ĥ�Ұ������ר�ø�ĥɰֽ���о�ϸ��ĥ��ֱ���ϸ�Ϊֹ��

ƽ��ĥ������ĥ��������ע�������ĵ����
1����ĥ������Ҫ���ϵص���ǰ��������������ĥЧ�ʺͱ�֤��еļ��ξ��ȡ�
2����ʱ�����ж˲��������ĥ�����Ա���ǰ������г������ȿڡ�
3�����������ĥʱ����ĥ�������ٲ��ʵ��ս�ǰ��������Ա�֤ǰ������е����ռ��ξ��ȡ�

�رĹ���ĥ̨�ף�
������ĥ������Ƚϴӹ�ʱ�����������ױ��Σ�������Ҫע��֣���Ҫѡ����̨�ķ�����ʱ��Ҫע���Dz�Ҫ����ײ�ͬʱĥ���ô�ɰ������ĥһ���棬��������ĥ����һ���棬����������ɰ�ֲ���ȥĥ����Ȼ��ϸɰ����ǡ�
ϸС����ĥ̨�ף�
С��������������0.1mm����0.05mm��̨�ף�ĥ����̨�ף��Բ����ܵļӹ���˵����������ӹ����Ծ��������˵���ͱ�����ǣ����ʱһ���ע����Ҫ���ʹRС��0.03mm������̨��С����Ҫ����ֱλ������ֻ�м���˿��һ��IJ���ѡ��120K���3-5�ξ��ܴﵽ������Ӳ���ر�ߵIJ��ϾͱȽ��鷳������DC53��SKH-9�Ȳ��ϣ�����Ҫ���ø�ϸ��ɰ�ֱ���360K����ǣ�����Ҳ��Ӧ����Ҫ���ӣ����R��С�Ļ�������ḻ��ʦ����ƾ�о��;��飬����ʱ�䲻�������ѿ�����ͶӰ��飬ͶӰ���κ�����ͻ�������

7130ƽ��ĥ�����ҽ���7130ĥ���綯������Ҫ��7130ƽ��ĥ�������ϻ�е�ֿ������һ�й��չ��̵Ĺ�������ץȡ�����ϡ����ϡ�װ����������λ��ת��7130ĥ������ת��ӹ��ȣ���������к������µ��ֹ��������Ľ��Ͷ�������ȷ��������ȫ����Լ�˹��ɱ��������������ʡ�
ƽ��ĥ��7130����ɲ������ļ�����
1��7130ƽ��ĥ���Ķ�����Դ�������ǵ綯��������Һѹ��������ѹ�����ȡ�
2������ϵͳ��ƽ��ĥ��7130�Ĺ����ǽ��˶��Ͷ������ݸ�����������֯���Ա����7130ĥ���Ĺ��ղ�����ͬʱҲ���˶�����������֯��Ḩ��������
3��������֯���������7130ƽ��ĥ�������������븨�������IJ��֣��䶯���������˶�����������ԭ����Ҫ�������
4��7130ƽ��ĥ������ʱ��������֯��ʵ����λ��Ӧ���ٿ�ϵͳ��
7130ƽ��ĥ�����ҽ���7130ĥ���綯������Ҫ�����趨�ķ�λ���бȽϣ�7130ĥ��ͨ���ٿ�ϵͳ���е������Ӷ�ʹ������֯�Աض��ľ��ȵִ��趨��λ��7130ƽ��ĥ����ģ�߸��ټӹ��ij��������˾���Ϊȷ�����ٽ����ٶ�����Ҫ�ĺ̳ܶ�����ʱ���⣬7130ƽ��ĥ����Ӧ����Nurbs�������岹���á�
��ˮĥ�ӹ����ܣ������ô�ˮĥ�ӹ��豸�Ƚ��п�����һ��ʱ�䣬�����豸�����Ƿ�˳�����豸�����Ƿ�������������豸���в��������밴���豸˵�����ų����ϣ��粻�ܽ��������ϵ���һ���ά����Ա��������רҵ��ʿ���������Բ����豸��
��Σ��豸����ʹ��ר�õĴ�ˮĥ�ӹ�ɰ�֣�����Ҫ���ݲ�ͬ�Ĺ�����ѡ��ͬ��ɰ�֣�Ȼ����ɰ���Ƿ���ã�������ȱ�ڣ����ɰ���Ƿ���ȷ��װ���б��ڵ�ɰ�ֱ�������ƽ�������ʹ�á�

��ͨĥ���������裺
ĥ��ǰ����ɰ������������̨�ƶ�������װ��λ�á�װ�������յ���ɰ�ֵ�Ƶ��������ת�ٺ���̨�ƶ��ٶȡ�ɰ�ּܿ����ͷ�������ƶ�����ȴҺ�����ֶ�������ɰ�ּ��˳���ͷ������ֹͣ�ƶ�����ȴҺͣ������̨ͣ��ж��������顪װ�ܡ���ע��
ŷ�ޱ��������ĸ�appĥ���������裺
Ԥ������������Դ�����п��ơ����ع��ߡ��������װ�ڻ�ǯ�С����õ��߳���ƫ�ơ��������ƫ��XY������CNC����ת�����г�������Ҫ����ƫ�ơ��ػ���
���������������£�
1���ӹ�ǰ���
��Ҫ���������⣬���������⣬�����һ����������ȣ���Ҫע�����һ��Ҫ�زο��㣬����һ��Ҫ����ת��ÿһ����Ҫ�����ռ�顣
2������װ��
��Ҫ������װ�Ϸֶ��̣�װ�������Ͻ���ͬʱ��װ����ʱҪע����λ���ô��ڼӹ�������50%������װ�������Ͻ����ģ�һ��Ҫ���ö�λ��

С��ŷ�ޱ��������ĸ�appƽ��ĥ���Ĵ���������������������̨��ͷ�����ø��������졣������ά��������������Ż���ƶԽṹ�ڲ���ǿ������ƾ�������������Ӧ��������������ֹ���͡�X����ö���Һѹվ����ѹ�ף��ƶ�����̨�ڻ����������ƶ���ʵ��X���˶�ƽ��˳����
�����㲿������ҵ���У�ŷ�ޱ��������ĸ�appƽ��ĥ���ڻ��ӹ���ռ����Ҫ�ĵ�λ���ر���������ֵļӹ��У�ĥ���ļӹ�����ֱ��Ӱ���Ʒ�ļӹ����ȡ�ĥ������ҵ�ڲ��ϵķ�չ�ͽ�����ͨ��������ȷ�������ֶκͲ����Լ���ĥ���������ά�������ܽ���������ó�ĥ����еĹ����жϷ�ʽ����ϴ��ʽ���£�
Ϊ�жϲ�����������Ƿ������ʹ�ã�Ҫ�����ϴ�ɾ����飬���ļ������桢�����桢������״̬�����ּܵ�ĥ������������϶�����Ӽ�����ŷ�ޱ��������ĸ�app�ߴ羫���½������ˡ��쳣���Ƿ�����С����У�����һֻ�ֽ���Ȧ֧��ˮƽ����ת��Ȧȷ���Ƿ�������
Բ������еȷ�������У����ԶԹ����塢��Ȧ�Ĺ�����ֱ��顣

��ǰӦ���ھ���ƽ��ĥ����Һѹ���������ܶ࣬��Գ���Һѹ�����������������������һ���ķ����Աȡ������г̻��Ļ���ϵͳ�еĻ���ʽ�ͻ�����Ʋ����Ի������о����Ե����ã�ƽ��ĥ������Һѹ����������µ�Һѹ����ϵͳ������ü�ޡ�����ӻ����Ϳ��Ʋ��ԵĽǶ�������ĥ���Ļ��������⡣
����о������һ�θˣ�Ϊ�����г̻��������ù���̨�ϵ��г̵����ƶ��θ���ʵ���Զ�������̨�����˶�ʱ�����������м�λ�ã�����Һѹ��������ǻ���Ƕ�ͨѹ���͡����Ƕ�ͨ���͡����Ƕ���գ���ʱ��Һѹ����ǻû��Һѹ���ƶ�������ʹ����̨�˶�ֹͣ����������ܵ�����һ�ˣ�Ҳ�ͳ�������ν�����㡱;���ͨ��ʾ������̨�����˶�ʱ�������ƶ��θ�ʹ���任����dz��죬Һѹ��һǻѹ��ͻȻ�ɹ���ѹ��p���͵�0��һǻ����0ͻȻ������p��ͳ����˼���Ļ�������Ŀǰ����ϵͳӦ����С��ĥ���ϵıȽ϶ࡣ
���õ�Ż��Ļ��������г̵����ƶ��г̿��ط��������źţ��г̻���Ϊ��Ż��Ļ�����ʹ����������ƶ����������Է�ֹ�����㡱����һ�ֿ�����Һѹ��������ָ��˲�俪����պϣ���˲ʱ��ͨ���жϻ���ͨ����������Һѹ����ϵͳ�ڻ���ʱ���кܴ�ij��������
...
��֪��ĥ�����Է�Ϊ�ܶͬ����ͺţ���Щ��ͬ�ͺŵ�ĥ�����������ۡ����ܷ�������ٵĴ�����һ�����������棬һ�����˽��²�ͬ�ͺŵ�ĥ������Щ��ͬ���ɣ�
618ĥ��������Ϊȫ�ֶ������ø߸��������塢ȫ֧��֮����̨Ӳ��ṹ���߾���ֱ֮��ʽ���ᡢ�����Զ���ϵͳ�������ܡ���������ϵͳ�����ͣ���С������������Ի��������ѧ��
250ĥ����������ȫ�ֶ������ҵ����Զ��͵ģ����������Զ���ǰ�����Ҽ����������Ϊ�Զ������ġ����ù���̨�������鵼��ṹ���߾���֮��ͳʽ���ᣬ���ֶ���ϵͳ�����ʽ��ѹϵͳ
818ĥ�����������Զ������Զ��ģ�����ȫ֧��֮����̨Ӳ��ṹ������ʽ��ѹϵͳ���߾���֮��ͳʽ���ᡢ��ѭ�Զ���װ�ã����������ɹ̶�ʽ��ơ�������ǽ�塣
84ĥ������ǰ�����������Զ���ǰ�����Ҽ����������Ϊ�Զ�����������̨��ȫ֧��Ӳ��ṹ���߾���֮����ʽ���ᡢ��ѭ��ʽ������װ�á���������ϵͳ��������ǽ�塣
����������Щ�ͺŵ�ĥ��֮�⣬���������ͺŵ�ĥ�������������ͺŵ�ĥ��Ʒ�ʶ��������ϣ���������Ч�ʸ�ʹ������Ҳ����������Ҳ�ǵõ��˿ͻ���һ���Ͽ���֧�֡�
...
����ƽ��ĥ����������ҵҲ�dz�Ϊ��ұȽ���Ϥ��һ�ֻ����豸�����Ʒ����Ҳ������˵�ġ�����50��������Ҳ��һЩС�ͳ��ҹ�����ƽ��ĥ����Ӧ����豸����ڱȽ����ĵذ��ϻ��ߵ����ң������еĹ����оͻ����������װ�˷����Ҳ�����á����������������������������˽�ɣ�
1�������־����豸һ�㶼����Ѱ�װ��Ӳ�ذ��ϱȽϺã������ڻ�̨�����װ�ϱ���װ�ã������Ͳ���Ӱ�쵽�ӹ����Ⱥ��ܵ�������Ӱ�죻
2���ر���CNCĥ������Ҫע����ӹ����ȣ�Ӧ���÷���Ĺ�����
3�������ڵ����Ҽ�����֧��Ҳ������һ����Ч����
������Щ�����й�ƽ��ĥ������ķ����ˣ�ϣ����������������

��ֹ�����̨ƽ��ĥ�����¹��ߵĴ�ʩ����ʹ��ά���ĽǶ���������ֹ���¹���Ӧע�����¼������⡣
һ��ʹ���Ⱥ��ʵ�Һѹ���ͣ�ʹ�������̨ƽ��ĥ���������Ƽ����ȱ�֤������õģ�ʹ���ȸߵ���Һ���ر�����Χ�����¶ȱȽϵ͵ĵ���ʹ�ã�����������Ħ���������Ӻ��ȵIJ�����
������������̨ƽ��ĥ����ϵͳ�������ܣ�Ӧ������ɿ��ؼн��Ͷ�λ�������һ������ʹ��̫���������ı�������߿��������������������ܹ��ȣ���˻ᵼ��ͨ��������Һ���ȣ�����Ӧ����ʹ�ó��ȳߴ粻�������ܲ�ȷ������װ������û��ͻȻ�ļ��䣬��Ϊ��Ҳ��������Һ������Ħ��������ɽ������Һ���¶����ߡ�
�������á�Һѹ������Ԫ��ĥ��ʱ��Ӧ��ʱ������ĥ���Ԫ�������й©�����ӣ������ʹ���ڹ�����ʱ�������������������Һͨ����խ��й©��϶����ɺܴ��ѹ��������������������ʱ�������Ҳ����������Ħ����������ʱ�䣬��ˣ���ʹ��Һ���¶����ӡ�
�ġ�����Һѹ��ƽ��ĥ����ϵͳ�ⲿ���ڲ�����࣬�����̨ƽ��ĥ����ϵͳ�ⲿ����Ⱦ����һ���������谭��������Һ��ȴ�����ã������̨ƽ��ĥ����ϵͳ�ڲ�����Ⱦ�������ĥ������Һй©����������ķ����������������IJ�����
�塢������������Һλ����λ���ͻ���������̨ƽ��ĥ����ϵͳû���㹻����Һ����������
�������ڸ�����������о�����������������
�ߡ����ͱ�ѹ����Ҳ�����¹��ߵ�ԭ��֮һ��Ӧ��鱳ѹ���ӵ�ԭ���ų���

ŷ�ޱ��������ĸ�app����ʽƽ��ĥ������һ��ÿ����ҵ���,ĥ��������,�����ǻ�����λ,Ӧ���øɾ�������
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ճ����������øɾ������Сëˢ�����ɾ�����λ֮��ĥм��
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ճ�����������Ҫ֮��λ,Ӧ���Ϸ�����,������ĥͷ,ɰ�ַ���,�̶��̵Ȳ�λ��
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ճ������ġ��Ͻ�ʹ�ÿ�����ǹ����̨����Ʒ��ĥ��,��Ϊ��ǹ�˽���м����ĥ�����,��ɹ쵼��,Ӱ�쾫�ȼ��ָС�
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ճ������塢��ע��������Ƿ��ɶ�,��ʱ��������������Ӧע�������������ɽ���,��Ϊ��ֱ��Ӱ�쵽������ʹ��������
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ճ�����������ע��ĥ���Ϸ��;��Ƿ�����,ȷ����·�Ƿ�ͨ�������������,����Բο�һ��רҵ��ĥ���������ҵĽ���,ÿ��ĥ����������ר�ŵ�ά������˵����

ƽ��ĥ�����ù㷺��������������Ʒ�ƣ����ӹ����ȷ�Ҳ��һ��ƽ��ĥ������ϸƽ��ĥ�����߾�ϸƽ��ĥ��������ϸƽ��ĥ�ȣ���ô��ѡƽ��ĥ��Ӧ��ע����Щ�����أ�����Ϊ��Ҽ����¡�
ƽ��ĥ��ѡ��һ����װ��
�����κ�һ̨ƽ��ĥ���������ɲ������ɣ�Ҫ����һ��ƽ��ĥ�������ã��ӹ����ȸߣ��ؼ���λ�IJ�������һ��Ҫ��Ӳ������ȫ�岿������������ܴﵽ�ӹ��ȶ��Ժ߾��ȡ�
ƽ��ĥ��ѡ������������
��һЩ�Ĺ�˾���豸����ۼ��������������������к����������̡��õ�ƽ��ĥ�������ᡢ����ӹ�����·�滮����·��λ������װ������ȶ����н�������������Ư�����������������Ի�����˳��������������Ӧ���չ��߿ɵ��豸����ȥ�������豸��滮�������ۼ�Ϊʵ��
ƽ��ĥ��ѡ���������ƻ�
�Աȵ��εĹ�˾���ͻ����ƻ�ʱ�Ա���ϸ���������ӵ�������ɣ������ӹ����ʣ����̡��������ڣ�������ʽ���ۺ�Ч������ȶ��Ա����ƣ������Ѽƻ���Ϊ��ͬһ���֡�
ƽ��ĥ��ѡ���ġ���Ч��
�˶����˷��ðʱ�֣������豸������Ч�ͺ���Ҫ���ر��Ƕ��չ����ر�רҵ�豸���ͻ��Ը���û��ά����״���£����迴�أ�Ҫ��ĥ��������û�б��ػ�Ч�͵�������

1��ƽ��ĥ���ĸ��١������͡��߾��ȡ��߸�����Ȼ�ǵ��ߵ�ͣ�ͺ�˥�ˣ���Ҳ���µı仯�����ϼӹ���ԭ���ĸ��ϼӹ�ת��Ϊ�Գ���ϳ������ϳ���긴�ϼӹ���ϳ�������Ӹ��ϼӹ�Ϊ������ʵ�ø�Ч�ļӹ�����;�������Ͽ������ϲ��ϵ��ߵĶ����Ժ�ǿ��
�Ӿ����Ͽ�����λ����С��2 �� m���ض�λ����С������1 �� m;���������ת������������Ϊ82kw���ﵽ6000 R / min, 13kw�ﵽ42000 R / min�����ٲ�Ϊ�㡣�����������һ���ص��ǣ��ӸնȵĽǶȣ������˴���60hcӲ�����ݵļӹ����ġ�
2��ƽ��ĥ���ġ�������������˱仯����ͳ��ȫ�����������߲���������Һѹ��е��ʵ�ֹ��������������ϡ����ȣ����������Ķ�ؽڴ�������ʵ�ֹ�����װж�����������ĶѶ�;������˿��ƹ�ģ���������ˮ�ߵ������ȣ������ͬ������ƥ��ϵͳ�Ļ�е���ܡ�
3��ƽ��ĥ���Ļ���Ҫ��Խ��Խ�ߡ���չ����չƷ�У����и����Ʒ����ȫ���ģ����û�г�����м���и�Һ�ɽ��ij�����
��һ���棬�������Ṥҵϴ����������Һ�ܽ����չ��Ҳ��ӳ�˹Ŵ�������ҵ�Ի�����������������

��ŷ�ޱ��������ĸ�appԲ̨ƽ��ĥ����ʹ�ù����У�ƽʱ�����������곬����ʹ�ã�����ʧ�ޣ����������һЩС���⡣���У�©��Ҳ�dz�������֮һ����ŷ�ޱ��������ĸ�appԲ̨ƽ��ĥ������©�����������������Ҫ�۲�©�Ͳ�λ�����©�Ͳ�λ�ڹ���̨����������ӽ��ϣ��ܴ�����Ƿ����ӽ�̶���˿�ڰ�װ�����н��������˴��ˣ����ʱ��Ҳ����Ҫ���ţ����ǿ���ʹ���ܷ⽺�һ�¡�
�����ϸ����δ�����в�λ������©�ͣ���ô���ǿ��Կ����Dz����������������ڵ�̫��������������ڲ���������ô���ǿ��Խ��������ڵ����ʵ�λ�ã�����ֻ������˿���������ͷ����ؼ��ɡ�
���⣬˿�˲�λҲ�п��ܳ���©�������һ��˿�˲�λ����©������������˿������������˿û��š�������ǿ��Ե�����˿�������°�װ˿�˻��ס�
���⣬��ŷ�ޱ��������ĸ�appԲ̨ƽ��ĥ��ʹ�������ϳ���Ҳ�п�����ŷ�ޱ��������ĸ�appԲ̨ƽ��ĥ���ĵ���������̫�࣬������·��ͬ����ϸ������·�����ɾ������ͼ��ɡ�

ŷ�ޱ��������ĸ�app����ʽƽ��ĥ������ȷ�IJ����������£�
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ������һ�������߱�����Ϥ����˳������ܣ��Ͻ�������ʹ���豸��
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ��������������ǰ��Ӧ���豸��ͼ����ע�涨�����͡������ֱ����г̵����Ƿ���ÿɿ��������г̿����ݶ���
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�����������������ͱá�ҹѹ�õ����������ҹѹϵͳѹ������ϵͳѹ����������ת��ɰ���ᣬ���ת���Ƿ���죻�㶯ĥͷ������������ɰ�����ձʡ����������λ�ã�������̨�����˶�15-20���ӣ��ų����п��������������У�Ȼ������г̺��ٶȡ�
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������ġ�����ʱҪ�ȼ�鵼������������ֺ�������Ҫ���ݹ�����С��������λ�ã�������̨�ϸ�ײ�顣
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������塢װ�����������ι̣���������ʱӦ��ɰ������ͣ����
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������������ڼ�鹤����Ƥ�����ɽ��̶ȣ���ʱ�������������ɰ���Ƿ������ƣ��Ͻ���װ��������ĥ����������ɰ�ֱ������Ƿ������ƣ�����ƽ��װ���������ٵڶ���ƽ���Գ�������ʹ�á�

һ�������̨ƽ��ĥ��������ά���ͱ�����
1.��������Ϊ������У�ÿ����������ϴһ�Σ������������֬��
2.����������ڳ�ʪ������ֹͣ��ת���ã��Ժ����¿���ʹ��ʱ��Ӧ�Ե����Ե���и��飬������ȥʪ����������ת��
3.�Ᵽ��ĥͷ���͡�Һѹ���͡��ͱ�����������ȴˮ����࣬������������ĥͷ����һ���������һ�Ρ�
���������̨ƽ��ĥ������������
1.��ȷ����������Ҫ���ö��ڼ�����������۹��ȹ���������ÿ����3--4���º�Ӧ����Һ�Ӵ��������г����Ȼ����ϴ���䣬����ע�����Һ������࣬�������˷���ʹ�á�
2.�����ϵ��������������붨��������ϴ�ӣ���ȴҺ�ô�Լ����2000����Сʱ������ú�ͼ�����ϴ��
3.��ȴҺ���ӹ��������ÿ������������һ�Σ�����̨���̡�������ˮ�ۡ����������·����Ͳ۵�Ҳ���붨�ڽ����۹������
���������̨ƽ��ĥ������ϵͳ��ά������
1.ÿ���°�Ӧ��ĥм�����ɾ���
2.����ϵͳ���ֹ���Ӧ�ɾ���רҵ������ѵ�ҶԱ�����·��Ϥ��ά�繤�����������Ա�ų���
3.���ťվ�����ߺ�Ӧ���ָ�ˬ�������ۣ�������������ʴ����
4.�������۶����۶ϣ�Ӧ����ԭ���������Ϻ��ٵ�����ͬ������о���в���äĿ�Ӵ���о��������
5.ĥͷ�綯�����밴�涨���ͣ���������˿��Ӧ����ͨ�����ã����谭�������綯������ÿ����һ�ι�����У���������ി���������Ե���֬�����ֵ綯��������ʱ����з����쳣�������ȣ�֤���������Ӧ����������

�����̨ƽ��ĥ����һ����Ҫ������Ǿ���ĥ�����̡�
��������ʹ�ã���һ�������̨ƽ��ĥ�����̲�������ô���£�
�����̨ƽ��ĥ�����̲����˿���������ԭ��
�����̨ƽ��ĥ�����̲�����ԭ��һ��ûͨ�硣���������Ҫͨ���������ʹ�ã������ȼ���Ƿ�ͨ�磬�����ͨ��ͼ����·�Ƿ�������
�����̨ƽ��ĥ�����̲�����ԭ����������·����������ģ��Ǻܿ����Ǵ��̻��ˡ����̻���ά�ijɱ��ܸߣ�������ֱ�ӻ�һ���µĴ��̡�
��������ԭ����������̨ƽ��ĥ�����̲����˵�ԭ���������Ҫ���������̨ƽ��ĥ�����̣���ӭ��ѯ���߿ͷ���

1��ˮƽ������̨ƽ��ĥ��
�ڴ˻����У������ɾ��ε�Ź���̨�̶������ֽ�������ת�˶�������̨�������������˶������ֳ������м�Ъ�����������˶��ͺ���ת���˶���
2����ֱ��Բ̨ƽ��ĥ��
�����ֻ����ϣ�����������ת�˶�����ת����Բ��ת���˶������ּ�����Ъ�Ĵ�ֱ�����˶���
3����ֱ��̨ʽƽ��ĥ��
����̨�����ϣ����ֽ�������ת�˶������ι���̨�������������˶������ּܽ��м�Ъ�ԵĴ�ֱ�����˶���
4 ��ˮƽ��Բ̨ƽ��ĥ��
����̨�����ϣ����ֽ�������ת�˶�����ת�����Բ��ת���˶������ֿ�ܽ�����������ת���˶��ͼ�Ъ��ֱ�����˶������⣬���Խ�����̨����ת�����ߵ�������бλ�ã�����Բ���ĥ����
5 ��˫ͷĥ��
ʹ��������ĥͷ�Ķ��棬������������ƽ����ͬʱ��ĥΪˮƽ��ʹ�ֱ���������͡�������ֱ����ת����װ��ͨ��ɰ������������ĥ���������ʺϴ���������С����λ��������㲿����
�Ƚ�����������ƽ��ĥ����ʹ�����ֶ����ĥ����ʹ����Ե��ĥ����ƽ��ĥ��������ֱ�������ϴ���˿���ͬʱĥ���������ܿ��Ⱥ�ĥ���������������ʽϸߡ�

ʮ�ֽṹ�������̨ƽ��ĥ�����ڹ����д���������ɡ�������´��䶯����������Ϊ�ṹ������ƽ�ȣ�����С������������ɡ������Ϊ��ֱ�Ӷ����������������������칤�ո��ӣ������ȴ������ݲ��ᷢ���������Ա�����������ĥ���գ��������������������¸ò�������ɱ����ߡ�
Ŀǰ���ڶ���ĥ�����쳧�̣������Ǹ���֪��Ʒ�ƣ�������������ɡ���ֵĸ�Ƶ����գ����õ����ȴ��������Ѵﵽ���Ͳɹ��ɱ���Ŀ�ġ����õ����ȴ�����Ӳ��ֻ��HRC32-36֮�䣬�������ﵽ��Ƶ�������Ӳ�ȵ�HRC52-60���������ɡ����ʹ�������̣�������
�����̨ƽ��ĥ��֮�����ܹ����ڶ�Ʒ������ӱ�������ܹ��������Ʒ������ĥ���Ȳ��䣬���˼�����ҵ���ߣ������Ʒ�����ѡ���в���Э�ɱ�ѹ�������磺����ɡ���־�������Ƶ���������ĥ������Ӳ�ȱ���ﵽHRC55���Ϸ���ʹ�ã������̨ƽ��ĥ���ڹ������ܱ�����ĥ�߾��ȣ��������������������ԡ�Ҳ������Ϊ���ע���ڸ������칤�պ�����ɹ��ĸ�ˮƽ���߱���������������̨ĥ������ҵ�����õĿڱ���

ƽ��ĥ����ɰ����ʲô��һ���������ɣ�
ƽ��ĥ��ɰ����ĥ�����������ߣ�ƽ��ĥ��ɰ��������ϸС����Ӳ��ĥ���ͽ�ϼ�ճ���ɵĶ�����塣ƽ��ĥ��ĥ��ֱ�ӵ���������������������������иߵ�Ӳ�ȣ������Ժ�һ�������ԡ�
���õ�ƽ��ĥ��ɰ��ĥ�������������ֳƸ���̼�������֡���������ĥ��Ӳ�ȸߡ����Ժã��ʺ�ĥ�����ϡ�̼������ĥ��Ӳ�ȸ��ߡ��������������Ժã����ϴ࣬�ʺ�ĥ��������Ӳ�ʺϽ�
ͬ��ĥ�ϵ�ƽ��ĥ��ɰ�֣��������ϸ��ͬ�������ӹ���ı���ֲڶȺͼӹ�Ч�ʾͲ���ͬ��ƽ��ĥ��ɰ��ĥ���ִ�����ڴ�ĥ��ƽ��ĥ��ɰ��ĥ��ϸС���ʺϾ�ĥ��ĥ�����֣����Ⱥ���С��

�����̨ƽ��ĥ������;���ṹ�ص����£�
1���ò�ƷΪĥͷ�ƶ�ʽ�����̨ƽ��ĥ����������ĥ�����ֽ��������������档���չ����ߴ����״�IJ�ͬ���Խ����������������ϻ�̶��ڹ���̨�ϡ���Ϊ��ɰ�ֲ����ܱ�ĥ�����ö���ĥ���ɵõ����ߵļӹ����ȣ����Ը�ĥ��������ĥ����Ҫ�ı��档
2������������ṹ����T�Ͳ��֣�ĥͷ�����ϰ嵼��ǰ���˶�(Z��)���ϰ����������������˶�(Y��)������̨�ش������������˶���������˳ʱ�뷽����ת��
3����������Ϊ����ṹ���ڲ���ǿ��ֺ�����ʹ��ǿ�ȸߣ��ȶ��Ժá�����̨ƽ-V����������ķ���ϩ��������ĥ�Ժã�Ħ����С������̨�ش��������˶�������˫���������������Ժã��˶�ƽ�ȡ�
Һѹϵͳ���ö�����Һѹվ���ڻ���֮�⣬���÷���ȴϵͳ��ȴҺѹ�ͣ�ʹ�����������ͣ������ݻ���С�������ڲ���Һѹ�ͣ�����˴�ͳĥ������������ȴҺѹ�ͣ���ʹĥ������������Ӱ�첻�ȶ������⡣
4��ĥͷ��Ϊһ����ṹ����������þ���������ᣬ��Ͳʽ�ṹװ�롣
5��ĥͷ�����ƶ����ù���˿�˺��ŷ����������ʽ����Ϊ�����Զ������ٽ������ֶ�������ʽ���������ȸߣ������Ժã�ά���㡣
6����ȴˮ�����©��ʽ��������ṹ�����������ĥ���ı���������
7�����������ǿ����ʽ����֤���촦����Ĥ�����¹������ӳ���������������

���������̨ƽ��ĥ�������淶���£�
1����������Ϥƽ��ĥ���IJ������˽������̨ƽ��ĥ�������ܡ�
2������ǰ����÷����۾����ù��������ۺ��¡��䣬�뽫�������빤��ñ�ڣ�����ϵΧ���������ײ���ĥ����
3������ǰ��Ӧ�����ߡ����ߡ������ڷ����룬����κη����豸���к���ҵ��������ҵǰ��Ӧ��鴫�����ְ�ȫ�����Ƿ��������̶������������̨ƽ��ĥ���쳣Ӧ��ʱ������
4������ǰ��������̨ƽ��ĥ���������ּ������ֱ��Ƿ�����������������������ϵͳ�Ƿ�ͨ�����ӳ��Ƿ���ʾ���ݡ�
5������ǰ��Ӧ������ĥ�����ȣ�����������ײ��ļ����飬��������
6����װɰ������о�ƽ�⣬������Ӧ�ٴ�ƽ�⣬ɰ���������Ľ��ʯ���������߶�Ӧ��ɰ�������ߵ�ˮƽ��һ�£���ֹ��ĥ�۵Ľ��ʯ����ɰ�֣�����ʱ����������������
7������ĥ�������ת1��2���ӣ��۲���ת�����Ӧע��ɰ����̨��5�������Ҹ߶�;ȷ������ȴϵͳ��ͨ��������ת����������ٽ���ĥ����ҵ��
8����鹤����װжɰ�֡�������������Ҫ��ɰ�����빤����ͣ�����С�
9�����ڹ����桢������������Ϸ��÷Ǽӹ���Ʒ����ֹ�ڹ����桢�����������û���У������
10���ᶯ���̿����������Ϲ���ʱ���������ι̺���ĥ���������ϸ��С�Ĺ���ʱ��Ӧ�����ʵ��߶ȵĿ���̶�����ֹ�����ɵ�������¹�������
11��ɰ�ֽӽ�����ʱ��Ҫ�ý�ֹ״̬���¹�����Ų����ɰ��δ�뿪����ʱ����ֹͣ��ת��ĥ��������Ӧ��С������ͻȻ����Ҫ�����µ��������Է�ɰ��ײ���������ѡ�
12������ʱ���뼯�о�������������ӹ��ص��£������뿪ĥ����ĥ�깤��������ѹ����̨�棬��ֹ�ҳ����������̨ƽ��ĥ�����Ӱ���ָк;��ȣ����������������Բ���ĥ��������������Ա�ڻ�����Χ���ߡ�
13�������̨ƽ��ĥ���������ң�������ϣ�Ӧ�ȹر�����������ˮ�䣬��ɰ�ֿ�ת2�������Ϻ��ж����������̨ƽ��ĥ���ϵ�Դ�������ֱ����ڷǹ���λ�ù�λ���ص���Դ���°�ǰ��Ӧ�������ߡ��������ڷ����룬����ĥ��̨�漰�ܱ���������������һ���Ժ�Ӧ������������ˮ���ڵ���м���������漸����IJ������������̨ƽ��ĥ�����������ͻ��ˡ�

��Ϊĥ����һ�֣������̨ƽ��ĥ����Ҫ����ɰ�ֶԹ���������תĥ���ԴﵽҪ���ƽ���ȣ��ɷ�Ϊ���ι���̨��Բ�ι���̨�������ι���̨ƽ��ĥ������Ҫ�����ǹ���̨��������Բ�ι���̨����Ҫ�����ǹ���̨��������
1����������ĥ����
��ĥ��ͨ����ɰ�ֹ������϶Դ����ȸ�ĥ���н����������ɡ�
���������Դӹ��������и�����ġ��о���һЩ��ȱ���Լ�����״�ͳߴ��������������ԣ�ʹ����Щ�������Ǵ����ģ����ĥ���������ʣ��ͻ��ڼӹ��������´�����ϸС�и�ۼ�����˿��Ի�÷dz��͵ı���ֲڶȡ����⣬Ҳ����Ϊû�л���Ե�ʡ�ĥ���Σ���Ȼ�к����Ե�ĥ�������������ѹ������ã���ʹ�ӹ��ı���ֲڶȽ�һ���½���
2�������̨ƽ��ĥ���ļ���
Ϊ���ڱ�ͨƽ��ĥ����ĥ���ֲڶ�Ra0.02-0.04��m�Ĺ�����Ӧ�Խ��ϵ�ƽ��ĥ����������Ŀ���飬�粻���Ͼ���Ҫ������й�ĥ����������
���δ���V�ε��죺�ڴ�ֱƽ���ڵIJ�ֱ�ȣ���1m�����ϣ����ó���0.01mm;��ˮƽ���ڵIJ�ֱ�ȣ���1m�����ϣ����ó���0.01mm;�뻬��������IJ���ֱ�ȣ���250mm�����ϣ����ó���0.02mm;�Ӵ���Ҫ��12-14��(25��25)mm��
3������ϸ���κε���ɰ��
ʹ��ĥ���Ĺ�������ֲڶȿɴﵽ0.02-0.04��m��

ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������ҵ�ķ�չǰ���Ǻܺõģ���Ϊ��ʹ�õ�ʱ��Ϊ��ҵ�����ĺô��Ƚ϶࣬�������ܿͻ��ǵ�������Ϊ���ô�Ҹ������Ϥ�������������Ǿ�������һ��ŷ�ޱ��������ĸ�app����ʽƽ��ĥ����ʹ��ע���������������
����кܶ��˶���ŷ�ޱ��������ĸ�app����ʽƽ��ĥ����һЩ������Ϣ���Dz��˽�ģ�������Ϊ���ң�����Ҳ���б�Ҫ������һ�£���ʵ���ŷ�ޱ��������ĸ�app����ʽƽ��ĥ���ڹ�ҵ��չ�ĵ�������о������صĵ�λ�����а������캽�գ��������մɵȸ��ֻ�е�ಿ������ô���͵Ļ����Ŵ�Ҿͻ����ġ�
������Щ�����Ե�֪ʶ�������Ժ��ڿ�����ʱ���Ҫ֪�������ʲô�����ˡ���Ȼ��������Ҳ���DZȽ϶�ġ�����Ҳ���������ڲ�ͬ�ĵط���������ʹ�õ�ʱ����Ҫ����˽��������Ҫ��ĥ��ɰ�֡������ֺ���֧�������������ɣ�����˵����ĽṹҲ���Ǻܼģ���һ��Ҳ���Dz���Ҫ��ҵ��ĵġ�
��Ȼ��������ĥ��ɰ��ʵ�ʵ���ĥ���Ĺ��������ĵ����ֿ��ƹ�������ת�������ƹ����Ľ����ٶȣ����ڸ��豸���ڹ�����ʱ�����Ĺ���֧������ĥ��ʱ֧�Ź����������ֻ�������������ϵķ�������ֹͣ��ĥ���⣬ԭ���϶���ͬ��
ŷ�ޱ��������ĸ�app����ʽƽ��ĥ�������ŵ��DZȽ϶�ģ������ڲ�����ʱ���ʱ��Ҳ�кܶ�Ҫע��������Ҳ���Ǵ��Ҫ�������������⡣����˵ŷ�ޱ��������ĸ�app����ʽƽ��ĥ��������ʱ�ý��������Ĵ��ϼ��롣����ɰ��Ӧ����ĥ��һ�㰲ȫ��̡����������е�ʱ�����Ĺ�����ɰ���м���бʱ��Ҫ����ͣ�������豸�����ϼ��ϵĹ���Ҫ�źã��Է������������ˡ�
��ŷ�ޱ��������ĸ�app����ʽƽ��ĥ����������ɰ��ʱ��Ҫ����������������ֵ���ȴҺ��

�����̨ƽ��ĥ��©�ͣ��Ǻܶ��û��Ƚ�ͷ�۵����⣬��ֻҪ�����������̨ƽ��ĥ����©��ԭ���жϷ���������������Ľ���ʩ��ʹ�ú�Ч���Ϻá�һ��ƽ��ĥ��©�ͣ�������Ϊ���¼�����Ҫ���⣺
һ������̨���˷���������ͣ�һ���������̨ƽ��ĥװ�䲻��ϸ���̶�����������˿���˵������ˣ��ӵ���ֱ�����ͳ�������������������̨ƽ��ĥ��˿�� ���������ܽ����Ͻ�ȥ��
��������������̫���Ͳ۸ǣ���һ����˿���ֱ�����ͷ����أ�˳ʱ��Ϊ��С����֮Ϊ����һ�������Ĵ�С��������˳ʱ�������ٻ�ת����1/4���ɡ����������̨ƽ��ĥ��ĥƬ�ϵ��Ͳ۹�û���ã�����̫dz��û����λ�����߲��˴��Ա������Ӧ���¿���λ���Ϳ��ˣ��ͱ��Ƴ����죬�Ϳ���һ������̫ճ��̫�����£��������ֻ���������·������Ǿ�ƽ��ĥ��һ���ǵ���̫����·���ˣ��������;Ϳ����ˡ�
����ǰ��˿��©�ͣ�������������̨ƽ��ĥ©�ͣ�һ����˿��ǰ����������ûװ�ã���ͷ��˿û�������ܷ⽺û��ã�����Ǿ������̨ƽ��ĥ��Ҫ����˿�˻��ף����´��ܷ⽺��
�����̨ƽ��ĥ���˹����Ժ�һ��Ҫ�ҵ���ȷ��ԭ�������ӭ�ж��⡣

�����̨ƽ��ĥ����
�����̨ƽ��ĥ����ɰ������ͨ����������ʽ�첽�綯��ֱ�Ӵ����ġ����������������ᣬ�綯�Ķ��Ӿ�װ��ɰ�ּܵ�����ڡ�ɰ�ּܿ��ػ�������β��������Ъ�ĺ�������˶���������ɰ�ּ�һ���������ĵ�������Ъ����ֱ�����˶�������̨�ش����ĵ��������������˶���
Ŀǰ�ҹ������������̨ƽ��ĥ���ܴﵽ�ļӹ�����Ϊ��
1.��ͨ���ȼ����Լ���ĥ�ӹ���Ի����ƽ�ж�Ϊ0.015mm/1000mm������ֲڶ�Ra=0.32-0.63um��
2.�߾��ȼ����Լ���ĥ�ӹ���Ի����ƽ�ж�Ϊ0.005mm/1000mm������ֲڶ�Ra=0.04-0.01um��
����Բ̨ƽ��ĥ����
����Բ̨ƽ��ĥ����ɰ�ּ�����Ҳ��������ʽ�첽�綯��ֱ��������ɰ�ּܿ��������ĵ��죬����Ъ����ֱ�����˶���Բ����̨��ת��Բ�ܽ����˶���
Ϊ�˱���װж������Բ����̨�����ش������������ƶ�������ɰ��ֱ�������Գ�������Ƭɰ�֡�����ɰ��ʹ��Һ���׳�������ʹɰ�ֲ����������ֻ��������ʸߣ������ڳ���������

����ƽ��ĥ��ʹ�õıȽϹ㷺�����Ժܶ�ʱ�������ڲ���ƽ��ĥ��ʱ����Ϊĥ�������ȽϵĹ㷺����ȷ��ƽ��ĥ���������DZ�֤�����߰�ȫ��Ψһǰ�ᡣ
��ʼ����ʱ��Ӧ���ֵ���ʽ��ʹɰ����Щ�빤����������ʼ������ҪС�������������ͣ���ֹ��ײɰ�֡���Ҫ�õ������ƹ���̨�����˶�ʱ��Ҫ���ݹ���ĥ�����ȣ�ȷ���ã����������Ρ�
���ԣ�ƽ��ĥ��ĥ���ӹ��İ�ȫ�����������Ե��ر���Ҫ���ӹ�ʱһ��Ҫ��ȡ�ɿ��İ�ȫ����װ�ã�����Ҫȫ���ע���о���ȷ������һʧ��
���ͬʱ��ƽ��ĥ��ĥ��ʱɰ�ֹ����Ϸɽ�����ϸɰм������м�����˺�������Ա���۾���������Ա����������������ֳ�ĩ��������к�����ҲӦ��ȡ�ʵ��ķ�����ʩ����ĥ���ӹ�ʱҪע�����µ�һЩ��ȫ�������⡣
ƽ��ĥ��ĥ���ӹ����ǻ���������ܼӹ�����Ҫ����֮һ�����ǣ�����ĥ��ɰ�ֵ�ת�ٷdz��ߣ�ɰ���ֱȽ�Ӳ���ࡢ��������ص�ײ������С�IJ�������ȷ�ˣ�ײ��ɰ�ֻ���ɷdz����صĺ��������֮ǰӦ������ض�ĥ������ȫ���飬�����Բ��ݻ����������豸���������̵ȿ��ߵļ�顣�����پ���������Գ���ȷ��һ�����ã�����ʹ�á�
װ������ʱҪע�������������ƽ��ĥ��ĥ�������й������ѻ���ɹ����ɳ����˻�ײ��ɰ�ֵ����غ����

ƽ��ĥ���ı����кܶ�����Ŀ������Ա�������ж�Ҫע����Щϸ���أ�
ƽ��ĥ���豸�������Լ���̨�ľ�����ĥ���ij��汣�����źܴ�Ĺ�ϵ�������úõ�ʹ�������Լ��侫�Ⱦ����Ա�֤�ܳ���ʱ�䣬�������ã����ܻ��ں̵ܶ�ʱ�����豸�ľ��Ⱦͻ��ܶࡣ
ƽ��ĥ��������Ŀ���£�
��ҡһ��ĥ������̨��������ǰ�������ָж��Ƿ����У�����ָ�ƫ��ʱҪ��ʱ���ĥ����·���Ƿ������������Ƿ����ͣ�ĥ�������Ͳ��������Ƿ�ɾ����������Ҫ��ʱ����ĥ��ר���ͣ�Ҫ����ͱ��Ƿ�����������϶���������ҡ����ƫ�أ��Ǿ����ڵ���ĥ����Ҫͨ���������ָ����ָС�
Ҫ�����������̣�����ǧ�ֱ�����������������ǰ�����������������ֵ�ϴ�ʱ��������Ϊ����ĥ���µģ�Ҳ��ͨ���������ָ��乤��̨���ȡ�
��̨ˮƽ����У��������б�Ҫ��
ǰ�����������������ּ�϶��⣬������϶�����輰ʱ����������������顣
�����⣬����ʱ���������Ƿ�����������ĥ����ʱʱ�乤������ֲڶ��Ƿ�������
��̨����۲��ã�������������̨�ϵĻҳ���

ŷ�ޱ��������ĸ�app�����̨ƽ��ĥ����ĥͷ��ֱ�ƶ�����������̨��ֱ�ƶ�����������̨�����ƶ�������ŷ�ޱ��������ĸ�app�����������ٻ�ĥͷ�ϰ崹ֱ�ƶ�������������;����̨��ֱ�ƶ������м��ٻ������ٻ��Ĵ������빤��̨�������ƶ������������ӣ����ٻ��ĵ�����Ƶ�����ӡ���ʵ�����ͽṹ�������������ܺã�����Ч�ʸߡ�
1.ŷ�ޱ��������ĸ�app�����̨ƽ��ĥ��֧��ѹ���ĵ���
ĥ��֧��ѹ���ĵ���������ѹ���̵�����ѹ����һ��ѹ��������ΧΪ2-6MPa��������������������Χ�ڵ���������ˮƽ��ѹ���̵�������������װ�ڲ�������ƶ�ģ�߲��棬����ѹ����������ʱ��˳������תѹ���̵���������ť��ѹ�����������ɵ�����ť��ѹ������ʱ����ʱ����ת������ť��ͬʱ����ĥ����������������������ť��ѹ���½���Ҫ��ѹ�����¡�
2.ŷ�ޱ��������ĸ�app�����̨ƽ��ĥ���Ļ���װ��
ƽ��ĥ�������ݵ����ʹ�õĵ�Դ��Ϊ�����͡�ֱ���ͺͱ������͵�Ż����ҡ���������������Ҫר�õ�Դ�����ա��ͷſ죬����Դ��ѹ�½�15%����ʱ����Ŧ�������½���Ӱ��ƽ��ĥ�������ɿ��ԣ�ֱ��ʽ�����ɿ����������л�Ƶ�ʸߣ����С���������������豸��Ҫר�ŵ�ֱ����Դ�����������ͱ����Դ����ɽ�ͨ��Ľ�����ת��Ϊֱ�����ٹ���ֱ���������

1�����ͣ�
�����Ƽ�ʹ��ISOVG32��ճ���൱֮ͬ��Ʒ��
2����ʽ��
����ϵȫ�Զ���ʽ�����ͱ���һ���������ϻ��ӵײ����������ͻ��Զ������µ��ݸˡ��ϻ��ܵ��졢ǰ���ݸˡ�����̨���졢�����ܺ�������������Ȳ�λ��
3������ע������
ȡ���Ͳ۸�ע�ͣ�ע�����ﵽ2����Ϊ��
������ת�����ͱ��ּ����������ϻ����ʹ��ϻῴ���ͳ�ע������
����ע���ϻ��ܵײ��ͳ�������ȷ�����������������£���������������������ͱ��ֹ��ϡ�

����ƽ��ĥ����Ҫ������ɰ�ֶԹ���������ת��ĥ�����ﵽҪ���ƽ��ȡ����ݹ���̨��״�ɷ�Ϊ���ι���̨��Բ�ι���̨����,����ƽ��ĥ�����ι���̨ƽ��ĥ����������Ϊ����̨���ȼ�����,Բ̨ƽ��ĥ����������Ϊ����̨��ֱ�����ھ���IJ���������,����ƽ��ĥ��Ҫ�ر���Ҫע��ļ���ṹ���£�
1.�����
����ƽ��ĥ��Ӧ�÷��������ΰ�װ�ȽϺã����˽⣬Ӧ���������˶��ռ���ӦԤ��300mm���ϣ�ÿ������˿š����̨��ǰ������ˮƽ��0.04/1000 mm����
2.ɰ�ֵ�ѡ��
��ѡ�õ�ɰ�ֱ����ܳ���2000��/���������ܵ�ת�٣���Ϊת��̫�ͺ��������ºۼ�����ת��̫�ߣ�ɰ�ֵļ۸��ߺܶࡣ
3.ĥ�����ᣬ��װǰȷ������˳ʱ����ת��
4.Һѹװ��
����ƽ��ĥ��ʹ��ճ��Ϊ46 #��Һѹ�͡��»���ʹ�������º���Ҫ����Һѹ�͡�֮��ÿ�����һ�Σ���ϴ���䡣
5.���һ���
����ƽ��ĥ������̨�ƶ�ʱ����ֹ���������г̡�����̨��˿���ɶ�ʱ��Ӧ����������
6.��ˮ������װ��
������������ı����ά��,ÿ�������һ�Ρ����������ȴҺ�ļ��,һ����ȴҺ������Ⱦ��ʱ��,Ҫ��ʱ�ļ���ȥ����

ƽ��ĥ���Ĺ��ܣ�
ƽ��ĥ����ĥ���е�һ�֡���Ҫ��ɰ����ת��ĥ������ʹ��ɴﵽҪ���ƽ���ȣ����ݹ���̨��״�ɷ�Ϊ���ι���̨��Բ�ι���̨���֣����ι���̨ƽ��ĥ����������Ϊ����̨���ȼ����ȣ�Բ̨ƽ��ĥ����������Ϊ����̨��ֱ������������IJ�ͬ�ɷ�Ϊ���ἰ����ĥ��֮�֡�
ĥ������ƽ�����ͱ����һ��ĥ������Ҫ�����������̨������Բ̨�������̨������Բ̨����ƽ��ĥ����
�����̨ƽ��ĥ���������ɾ��ε�Ź���̨��ס��г��ڹ���̨�ϣ��������������˶���ɰ�ּܿ��ػ�������β�����������Ъ�����˶����������������ĵ�������ֱ��Ъ�����˶�,��ɰ���ܱ�ĥ������,ĥ�����Ƚϸߡ�
����Բ̨ƽ��ĥ��:��ֱ���õ�ɰ��������ɰ�ֶ���ĥ������,ɰ�ּܿ��������ĵ�������Ъ�Ĵ�ֱ�����˶�������װ����ת��Բ����̨�Ͽ�����ĥ��������Ч�ʽϸߡ�Ϊ�˱���װж������Բ����̨�����ش������������ƶ���
����Բ̨ƽ��ĥ��:������ĥ��Բ�α�Ƭ����,�������ù���̨��бĥ�����ȵĻ��ι�����
�����̨ƽ��ĥ��������ɰ��ֱ�����ڹ���̨����,ĥ������ϴ�,�����ڸ�Чĥ����
˫����ĥ������������ĥͷ��ɰ�ֶ���ͬʱĥ������������ƽ��ƽ�棬�����������������ʽ��������ֱ��ʽ����תʽ������װ������ͨ��ɰ�֡�

1.����ƽ��ĥ����������ԭ���������նȲ�̫�ã����������Է�ˮ��ʱû���ȴ������գ����ϵ��������ڹ����������в��������죬Ҳֻ�в��µ�ȫ��������������⡣
2.����ǰ�߹��������©�ˣ������ܱ��ԶȲ�̫�ã�©ˮ�ձ�Ϊ�������⣬Ҫ���������������ڴ�����ת�Ӷ�ƽ�⣬��Ÿɰ������á�
3.��������ĥ��Ʒ�������²���̫�࣬����ɳ��Ƭ����Ʒ�����ڸ��������б��ˣ�ʹ����ƫ�ڣ���ĥ��Ʒ�����б����ֲ����κ����ˣ������Ļ�����Ҫ������������ת�Ӷ�ƽ�⡣

ŷ�ޱ��������ĸ�app����ƽ��ĥ���ӹ����������˵Ҫ����һЩ����Ϊ��Ҫ����Ļ��ۡ�����˵ʲô���IJ�����ʲô���ĵ��ߡ���ʲô���IJ��������װ�С���α�����桢��α�����Ρ���μȸ�Ч���ܴﵽ��Ҫ�ľ��ȡ���λ���С�Ĵ��۴ﵽ��Ҫ�IJ���������.....
���˷�����������������MAZAKʹ�õĻỰʽ��̣��й��ջ����ģ�����һ�����ھ���ѧ���ˡ�
�����ѻ�ͬ���ȴ�����Ϥһ�£�ģ�ߵIJ��ϣ���ͨϳ���ļӹ���ʽ��࣬�µ���ȣ��������ȵȣ���ѧ��̾Ͳ���ն��ˡ�ŷ�ޱ��������ĸ�app��̵�ѧϰ����Խ��٣�ѧ��Ҳ�죬���Ҫ����Ҫ���պ�ʵ���Ļ��ᡣ
һ��ѧ��ŷ�ޱ��������ĸ�app����ƽ��ĥ��������Ҫ�߱����¼�������������
��1�����л�����ѧϰ���ʣ���ѧԱ�߱�һ����ѧϰ������Ԥ��֪ʶ��
��2���������������õ���ѵ������ѡ��õ���ѵ��������ѵ�̲ġ�
��3����ʵ���л��۾��顣
����ѧϰŷ�ޱ��������ĸ�app��̼�����Ҫ��ѧԱ��������һ����Ԥ��֪ʶ�ͼ��ܣ�������
��1�������ļ���֪ʶ���������ϼ��ɣ��ͻ�е��ͼ������
��2������Ӣ��������ϼ��ɣ���
��3����е�ӹ���ʶ��
��4����������ά���ͼ��ܡ�

1��ǰ���������������
ŷ�ޱ��������ĸ�appǿ��ƽ��ĥ��ǰ������������������ù��սϳ����ȶ���T��ƴ�ӽṹ�����кܸߵ�������ԺͿ������ܣ��ܹ�����߾����豸�Ի�������Ҫ��
2������̨
����̨����˫V�ͻ������죬���нϸߵĸ��Ժͳ��������˶�ƽ�ȿɿ�������̨��ѹ�������������ĥ���ľ��Ⱥ�ʹ�������������ŷ����ֱ����������˿�˿��ƹ���̨�˶���
3�������뻬����
�����ܲ���˫V�͵��죬���������Ի����ܽ���ȫ�г��˶�֧�ţ�����������ܻ������죬�������õĶ�λ���ȡ���ĥ�ԡ��˶��������ý����ŷ����ֱ����������˿�˸����ƻ����ܵ�ǰ���˶���
4��ĥͷ��
ɰ��������÷���ʽ�߾��ܶ�����֧�У������ж����������¿����䣬ʹ������ĥ��������ʼ�ձ��ֽϸߵĻ�ת���ȡ������빤���ȶ��ԡ�Ҳ�ɶ��Ƽ�װ�����Ƶ���ı�����ת�٣����ĥ��Ч�ʡ�ĥͷ�����ϵͳ���ô��ƶ������ñ����������ŷ����ֱ����������˿�˿���ĥͷ���������˶���
5��������
�����Զ�ѭ����ϵͳ�ṩ������˿�˵ľ��������������ʧѹ�������ܡ��û�������ȫ�ܷ�����֣���Ч��ֹ��ĥ��Һ������̨����ʹ�����Ի�����Ӱ�콵��zui�ͣ�ȷ����������Ͳ�����Ա���彡����

һ��ƽ��ĥ������ǰ������÷����۾����ù��������ۺ��¡��䣬���뽫�������빤��ñ�ڣ�����ϵΧ���������ײ���ĥ����
��������ǰ��Ӧ�����ߡ����ߡ������ڷ����룬����κη����豸���к���ҵ��������ҵǰ��Ӧ��鴫�����ְ�ȫ�����Ƿ��������̶�������ƽ��ĥ���쳣Ӧ��ʱ������
��������ǰ���ƽ��ĥ���������ּ������ֱ��Ƿ�����������������������ϵͳ�Ƿ�ͨ�����ӳ��Ƿ���ʾ���ݡ�
�ģ�����ǰ��Ӧ������ĥ�����ȣ�����������ײ��ļ����飬��������
�壺��װɰ�ֱ�����о�ƽ�⣬������Ӧ�ٴ�ƽ�⣬ɰ���������Ľ��ʯ�����������߶�Ӧ��ɰ�������ߵ�ˮƽ��һ�£���ֹ��ĥ�۵Ľ��ʯ����ɰ�֣�����ʱ������������������
��������ĥ�������ת1��2���ӣ��۲���ת�����Ӧע��ɰ����̨��5�������Ҹ߶ȣ�ȷ������ȴϵͳ��ͨ��������ת����������ٽ���ĥ����ҵ��
�ߣ����ȱ����˽�ƽ��ĥ���IJ������˽�ƽ��ĥ���Ļ������ܡ�
�ˣ���鹤����װжɰ�֡�������������Ҫ��ɰ�����빤����ͣ�����С�
�ţ����ڹ����桢������������Ϸ��÷Ǽӹ���Ʒ����ֹ�ڹ����桢�����������û���У������
ʮ���ᶯ���̿����������Ϲ���ʱ�����������ι̺���ĥ���������ϸ��С�Ĺ���ʱ��Ӧ�����ʵ��߶ȵĿ���̶�����ֹ�����ɵ�������¹�������

ƽ��ĥ����ɰ���ڹ���ʱ����������Ϊɰ��û�е���ƽ����������ر��Ǹ�����ת��ɰ�֡����������ⲻ����������Ӱ�칤���ı��������ͻ�����ʹ����������ˣ���ƽ��ĥ���ӹ�ǰ��Ҫ��ĥ����ɰ�ֽ��ж�ƽ�⣬���ⷢ����Ӱ�칤���������ı��������ͻ�����ʹ������������ľ��ܻ�еΪ��ҽ���ƽ��ĥ��ɰ�ֵ�ƽ�����������

ƽ��ĥ����Ϊ��������������ȵĹؼ������豸������������ĥ�ԺͿɿ��Ե��ص㣬�����ܵ��߶����ӡ�ƽ��ĥ���������ĥ�ԺͿɿ���ȡ�������᱾����ԭ���ϡ���е�豸�������Լ������ӹ������IJ��ʡ���ˣ�ѡ��ƽ��ĥ������ʱ����ע��ķ����кܶࡣ

���ڲ�ͬ�������ӹ���ҵ���ܿ��ܱ���ʹ�ò�ͬ��ƽ��ĥ��������ĥ�����ⲻͬ���ͺͲ��ϵĹ������������ݲ�Ʒ��ѡ�����ᡣ�ֽ����õ�ƽ��ĥ�����������ͭ������ֵȣ��ɹ�ʱ��˾��ѯ��Ӧ���ң���רҵ������ԱЭ��ƽ��ĥ���������ɹ����ֲ��ϡ�
֮����ѡ�������г������Ϻõ�ƽ��ĥ�����ᣬ��Ҫȡ���ڸò�Ʒ������������ζ�����Ѿ�����������г��ĺܶ��Ͽɡ�һ���õ�֪��Ʒ��ƽ��ĥ������ͨ��ʹ�������������������ȶ�����ĥ����������ÿ���˵ĸ�ǿѡ��
��Щ����������ͬ�IJ��ϣ���ͨ����������ͬ��ƽ��ĥ��������������ĥ����������е�ѹ�����ɹ�������Ҳ�в�ͬ�Ĺ涨�����ֻ�������ӹ���ͬ�Ĺ������ͻṺ��ͬ��ƽ��ĥ����������ŷ�ޱ��������ĸ�appĥ���豸����ͨ�������ӳɱ�Ԥ�㣬������ѡ���ʱ�����ѡ��һЩ�����Ժ�ǿ��ĥ�����ᣬ���������ʵ��Ч����������ŷ�ޱ��������ĸ�appƽ��ĥ��������������
����ƽ��ĥ����ŷ�ޱ��������ĸ�appĥ����һ�֡��ؼ�����ɰ����תĥ��������ʹ��ﵽҪ���ƽ��ȡ����ݹ���̨����ۣ��ɷ�Ϊ���ο�ܹ���̨�ͻ��ι���̨���֡����ο���̨ƽ��ĥ������Ҫ�����ǹ���̨���ܿ��ȡ������ȣ����ι���̨����Ҫ�����ǹ���̨��ֱ����������������IJ�ͬ���ɷ�Ϊ�����ת̨���ŷ�ޱ��������ĸ�appĥ����

ƽ��ĥ����ŷ�ޱ��������ĸ�appĥ����һ�֣�����ĥ��������ƽ��ͼ����α��档��Ҫ������ˮƽ����ι���̨��ˮƽ��Բ����̨����ת֧�о��ι���̨����ת֧��Բ����̨����ר��ƽ��ĥ����
���������̨ƽ��ĥ�������ε�Ÿ�Ӧ����̨�����������г��ڹ���̨�ϣ�����ֱ�ظ��˶���ɰ�ּܿ��������У����������죩����ŷ�ޱ��������ĸ�app�������������λ������ˮƽ��Ъ�������˶��������п����ڴ�ֱ��Ъ�������˶��������˵Ļ��졣������ɰ�ָ���ĥ����ĥ�����ȸߡ�
��ת̨���Բ̨ƽ��ĥ������ʽ��װɰ�������������ɰ���ڿ�ĥ��������ɰ�ּܿ������˵Ļ�����м�Ъ�Ե����������١�������װ����תԲ̨�Ͻ�������ĥ���������ʸߡ�Ϊ�˸��õķ��㹤����װж��Բ̨Ҳ�����ش������촹ֱ�ƶ���
������Բ̨ƽ��ĥ����������ĥ������Ƭ״�����������ù���̨бĥ��ͬ��ȵĻ��ι�����
��ת̨��о���̨��ĥ��������ɰ��ֱ����������̨�ܿ��ȣ���ĥ������������ڸ�Чĥ����
��˫����ĥ������������ɰ�ֵ��ڿ�ͬʱĥ������������ƽ��ƽ�档��ˮƽ��ͻ�ת֧���������͡�������ֱ��ʽ��ת̨ʽ�����豸����ɰ����ȷ������ŷ�ޱ��������ĸ�appĥ��Ч�ʸߣ������ڹ��������Ȧ�ͷ������������������������⣬����ĥ�������������ר�õ���ĥ����ĥ�����ֻ�Ҷ���ר��ŷ�ޱ��������ĸ�appĥ����...�����̨ƽ��ĥ����Ҫ���ڶԼƻ���Ʒ�����������������ӹ���ƽ��ĥ����ԭ�����£�

ĥͷ�������˫ҡ��ˮƽ����ˮƽ�ƶ���˫ҡ�ۻ����������˵ĵ�������ֱ�˶�������ĥͷ�Ĵ�ֱλ�ã����д�ֱ�����˶���һ����ƽ��ĥ������ʱ������̨�϶���װ�е�����̡������о����ھ������Ų��ϵ�������������Ҳ���Բ�ж�������������о�������Ҫ�����ͼӹ��Ĺ������ڹ���̨�ϡ�
ˮƽ�����˶���ĥͷ������̨ˮƽ�����ˮƽ��Ъ������������̨�����г̲��õ�ĩ�˽��еġ�
ƽ��ĥ����һ��ŷ�ޱ��������ĸ�appĥ���������и��Ʒ��ƽ��ͼ����㡣�ؼ�����ɰ����ת��ĥ��Ʒ���ﵽҪ���ƽ���ȡ��ܶ���ҵ��֪�����ѡ����ʵĻ���������Ϊ���ǿ���Ƽ�����������ܼӹ����ͻ����������������ӹ�����

�߾���ƽ��ĥ�����߾��ȳ���ŷ�ޱ��������ĸ�appĥ��Դ��̨�弼��������������߾��ȳ���ĥ�����������С����ܡ������ȶ����������á�������Ҫ�ص㣬���㷺Ӧ�����ھ��ܻ�е����ӹ����죬�����������߶��ӡ���Ƶ�������Ȱ뵼��������ģ����ǡ��ӱ���ҵ������ģ�ߡ���ĩ��Ϳұ����ҵģ�ߡ�ҽ����е�����������պ��졢�������ܼӹ����졢���ܻ�е�豸����ӹ����졢������ѹģ�߳��͡����������������豸��������𡢸߾���ע�ܼӹ����졢�߾��ȼоӹ����졢�߾��ȳ���ϳ������ҵ������������;���������̼��������d ���ܻ�е�ӹ���ҵ��
��еϵͳ����е�豸�Ĺؼ��������������ɲ����Ƴɵĸߵ�ԭ���ϡ��������ٴ��������Ӧ������߾��ȡ��߸��ԣ����ӻ�е�豸��ʹ��������
���죺�����豸���¡�ǰ��������˫V�������������ĥ������֬���˹��߾��ȹ�������������⻬��ĥ���ر������ڳ��ͺ���ĥ��
�߸������ˣ�����H�ͽṹ����ѹǿ�ȸߣ����ȵ��죬ʹ���᳤ʱ�䲻����֤��Ʒ�����ӹ����ȡ�
���������þ��ܼӹ���P���ļ�б�ǹ�����У�ֲ����֬�ܷ⣬�����ͣ�����������תŤ�شȱ�֤������ʱ�ĸ߾��ȣ�������ĥ�������ӱ����ڡ�
����˿�ܣ�����ϵͳ����˿�ܲ����й�̨����ھ��ܼӹ���ĥ����˿�ܣ����п�ĥ�𡢼�϶С�������ȸߵ��ص㡣
����ϵͳ���ֶ�����ŷ�ޱ��������ĸ�appĥ�����÷��ʽ����ϵͳ��Ʒ��������ڴ����������Զ�ע�͡�������תʱ���Զ��ó���֬��ʵ�����ҡ�ǰ�����ҡ������ܷ⡣�ݸ˺ͻ���ǿ�����ɴ����ٻ�����������������;����ɼ���������
������ϵͳ�������ֶ�����ŷ�ޱ��������ĸ�appĥ�����ý�������ֲģ����ٴ���ϵͳ����̬���죬���ȸߣ�������
�̿������ƶ�ƽ��ĥ����ŷ�ޱ��������ĸ�appĥ����һ����ʽ��ʽ�ƽ��ĥ����ר�������и�����Ͳ�Ʒ���ر������ڻ�е���쳧��������ģ�����쳧���������쳧����Ʒ�����ڹ���ʱ�������̶��ڹ�̨���������ϡ�
��������T�ͺ������֣�ɰ����Ϊ����ṹ����װ�������ϣ�������Ͳ���ṹ������Ϊ����ɰ�����ᡣ������ֱ��������������ɰ�������ƽ�ⴸϵͳ����ʹ�����˶���˳��������Ϊ������ǣ���������ǽ��ṹ��ʹ��ṹ���Ը�����С���˲���ƽV�ͻ��죬ͬʱ���÷��������봲��Y��ϲ��� Y�����˶����ý����ŷ��������ͬ���ݴ��ּ��٣��ƶ�����˿����ǰ�������ҷ�����ת��Ȼ��ǰ�������Լ���ȷ�Ľ����˶�������̨����ƽV���죬���ķ���ϩ��ĥ�����ش������������˶�������˫Һѹ���ƶ�Һѹ����˫Һѹ�̶��ڴ����ϣ�Һѹ����ϵͳ���õ�����Һѹϵͳ���ڻ����ⲿ������˴�ͳŷ�ޱ��������ĸ�appĥ��ʹ�ô�����ȴ���������¶�Ӱ���и�Ȳ��ȶ������⡣�����������λ���ط����źţ�ר��Һѹ�����࣬�ȶ��ɿ�������̨�Ľ����˶��ٶȲ����ֶ����ٷ������٣���װ�ڴ�ǰ�ࡣ���ϵͳ����PLC�ɱ�̿��������Ƹ�����̬��ʹ���ϵͳ�ȶ��ɿ��� Y��Z����ý����ŷ�������������õ������ִ��洫ͳ��е���ֽ���Զ�̲������Ĵ���װ�ô�ʹ������ʵ�ʲ�����ø��Ӹ��Ի�������ά����
ŷ�ޱ��������ĸ�app��������ƽ��ĥ������ϵ�в�Ʒ���������ڻ�е�豸���졢ģ����ǵ�����Ŀ�ƽ���и���и�������������ϡ�н�����ԭ���ϡ�
������Ϊ�����Ͷ�����ŷ�ޱ��������ĸ�app����ƽ��ĥ���������ڻ�е�ӹ�����ͻ�е�ӹ���ҵ���и���ִ���ƽ���Ʒ����ʱ���������̶�������̨������������ϣ��������ã�����ά�ޡ�������������ʽ�������֡����ˡ��������ʹ������ɸչ�����ǽ����������ƽV�ͻ��죬����̨������ճ�����ķ���ϩ��������������ɰ��������ý��ڸ߾��Ⱦ�����������л���ѹ���ᡣ����̨��ֱ����������������������Һѹ�����������������٣������ȶ��������ͣ��䱸רҵ�¿��豸�������˶���Ϊŷ�ޱ��������ĸ�app�������ŷ���������ȿɿ���
...���ǵļӹ����ս��ա����ȸߡ����ܿɿ������칤�պá�����ʹ�÷��㡣ɰ�������ܱ�ĥ��������������ƽ����Ի�ù��������ƽ�жȡ��ߴ羫�Ⱥͱ���ֲڶȡ�
���и�ƽ��ĥ��������ĥ�������������Ƭ����Ƭ��ϳ��������ͼӹ����ܼӹ����ɹ㷺Ӧ���ڶ���������г�����ѹ������ͨ�û�е���Ⱦ��������ĥ����
�����г���ĥ����Ʒ������ʢ����ֵԶ�������������ԵͶ�Ϊ��������������£����Ƶ�ʱ��ƿ�����߸߾��ȵĵ�·����Ϊĥ����ҵؽ����������⡣

�����۹����У�����ƽ��ĥ���ķ�չ���پ�����ƽ��ĥ�����������쵽ƽ��ĥ��������ĥ����ʽ���У��õ��˳��Һ��û��Ĵ����Ƴ硢�������Ͽɣ�ĥ������ҲԽ��Խ�ߡ�
���Ÿ߿Ƽ��ķ�չ���߾��ȡ������ܳ���ĥ����ʹ�÷�ΧԽ��Խ�㣬ר��ĥ��������ҲԽ��Խ���û������ܡ�
��ĥ���ӹ�����ϸ�ӹ����ա��복ϳ���ӹ���ȣ�ĥ���ļӹ��ٶȺ����������ŵ�����и�ӹ���ȣ������ٶȷdz��죬��ĥ���ӹ��Ķ�λ��Ϊ�˽��������ƽ��Ⱥ������߲ο�ƽ���ֱ�����⡣����Ҫǿ���ӹ���ȷ�ԣ������Ǽӹ����ٶȡ�һ������£�������������ϳ���ּӹ�������ƽ��ĥ���ӹ���

ƽ��ĥ����������Ľ��������
���ֵȼ���������켣��
ԭ��ɰ�ֱ�Ե��������������������ٶȸߡ����ʯ��ĥ�𡢽��ʯ���ּ��ɶ��ȼ�϶�����ۡ�
�Բߣ�ɰ�ֱ�Ե���Σ�����ƽ�С����������ٶȣ����ٵ����������ı���ʯ�Ӵ��棬�������ʯ�г��ȶ�����

����ƽ��ĥ����Ш��ʹ��ά��ע������
����ƽ��ĥ����ĥͷ���ɶ�Ш�������ģ���һ���������������Ҫ������жʱ��Ӧ���ɿ�ĥͷ����ײ���ĸ��������������ϵĵ�����˨����С���������ĥͷ��������ľ࣬Ȼ��Ш����Ƥ�����ϲ��£�װ���µĶ�Ш����

����Щ�û��ڸ������ʱ������ע���������Ƿ������ˮƽ����ֻ���õ�����˨�����������������ʹ��֮ǰ��������Ш��Ԥ����������Ƥ���ܿ�ͻ�����ĩ���Ƥ��������Ӧע������������ƽ������Ƥ���ֻ���Ƥ����Ϊ�ڵ������Ԥ����ʱ��Ƥ���ֵķ���ͨ���Եʹ�ʱ��Ӧ��š��������Ϸ��ĵײ���ĸ��Ȼ�����ϵ�����˨��ʹ���ǰ����������Ȼ��š�����ǰ���Ϸ�����ĸ���ɿ��������Ϸ�����ĸ��Ȼ�����ϵ�����˨�ظ�������ֱ���������ˮƽ��
����ƽ��ĥ�����ѣ���Ƥ��Ԥ����Ӧͬʱ�ʵ�������������ĸ���ĸȫ��š����װ��Ƥ��ʱ�����ȥƤ�����ϵ���֬��̫֬���˵�ĥ���������ϴ�ʱ������������Ϊɰ���빤��������˶�����ɰ��ͻȻֹͣ���⣬��Ш����Ԥ��������̫С�������������쳣������
...ŷ�ޱ��������ĸ�appƽ��ĥ��������ϵ������Ŀ��Ӧ����ô������
1��ֱ���Ѽ취
����ŷ�ޱ��������ĸ�appƽ��ĥ��������ϵ���Ϸ���֮�����õļ��ɣ�������ʹ�йٵ��Ѽ졣
�ٿ���������ֳ���Ա���ܿ��ʹ��Ϸ��������̡����ϱ����Ͻ����������ȫ������У�������п���Ҫ�Ŵο��ʡ�
��Ŀ��ȫ����������Ƭ������״̬�Ƿ���ƽ��״̬���ȷ����������λ������״̬�����⡢�����ֵ�λ�ȣ��������װ�䣨��ŷ�ޱ��������ĸ�app��ϵ���¿�װ�䡢��װ��ȣ����ޱ���ָ�������ֻ������ޱ������ѣ�Ԫ�����ս������ѡ����ߵ������䣬������Ԫ����λ��ȷ���ȵȡ�
�۴����������ϵ�ǰ���¿���ͨ��������Ҫ����·��İ���״̬������ͷ���IJ��״̬�������ʼ��ƺŵ��ߣ����ŷ������Ӵ������ߣ�������״̬�������ֿ��ܳ��ֹ��ϵ�Ե�ʡ�
��ͨ������ָΪ���Ѽ�����ð�̡�������dz����졢��ζ�Լ����������ȵ���ͷ��Ԫ�����ڶ�ͨ�磬һ�����ֵ�ʱ�ϵ������
2�������Ѽ취
Ӧ��ͨ���繤�DZ����Ը��齻��ֱ����Դ��ѹ���Թ���ֱ��������ƺŵȾ��в�����������Ѱ���ܵĹ��ϡ��ȷ������ñ��Ѽ����Դ����������ijЩ��·�������õĹ����ƺ�״̬������IJ�������ʾ������������������ƺŵķ�ֵ����λ�������ޣ���PLC���������PLC�����еĹ��ϲ�λ��Ե�ʵȡ�
3���ƺ��뱨��ָ��������
��Ӳ������ָ������ָ����ŷ�ޱ��������ĸ�app��ϵ���ŷ���ϵ���ڵĸ����ӡ�����װ���ϵ�����״̬����ָ���ƣ�����ָ����״̬����Ӧ�Ĺ�Ч������ɻ�ָ֪�����ݼ�����Ե�����Ƴ����ɡ�
����������ָ����ǰ��������ϵ������PLC������ӹ������еĹ���ƽʱ�����б������֣����ݱ��ֵı����ŷ�����Ӧ����Ϸ����ֲ��ɻ�֪���ܵĹ���Ե�ʼ������Ƴ����ɡ�
4���ӿ�״̬�Ѽ취
����ŷ�ޱ��������ĸ�app��ϵ�ཫPLC�����ڴ��У���CNC��PLC֮������һϵ�нӿڵƺ���ʽ����ͨ�����ӡ���Щ��������ӿڵƺŴ����ɥʧ�����ģ���Щ�ӿڵƺ��еĿ�������Ӧ�Ľӿڰ������/���������ָ���Ʊ��֣��еĿ���ͨ��������CRT��Ļ�ϱ��֣���ȫ���ĽӿڵƺŶ�������PLC����������������Ѽ켼��Ҫ���ۺ���Ա��Ҫ��ϰ�������Ľӿڵƺţ���Ҫ��ϰPLC����������á�

5���������ⷨ
ŷ�ޱ��������ĸ�appƽ��ĥ��ŷ�ޱ��������ĸ�app��ϵ��PLC���ŷ�������ϵ�����úܶ�ɵ�ܵIJ�����˳Ӧ���������������״̬��Ҫ����Щ����������ʹ��������ϵ����ϸ��������䣬���Ҹ���ʹ�������Ч���ﻯ������ġ����ԣ��κβ����ı����������ģ��������������ɥʧ���Dz������ģ������������Զ��ת������Ļ�����������ܵı������Ƶİ���״̬�ͻ�״̬��
...����ƽ��ĥ��������Щ��Ч��
����ƽ��ĥ����ĥ�����̵��У��ᷢ�����ٳ�ͻ���ᷢ���ߵ��¶ȣ����»ᵼ�¹������������Լ�ɰ�ֽ���ĥ��Ϊ�˵���ĥ���ȶȣ������ӹ�������Ʒ�ʣ�������ƽ��ĥ��ĥ�����̵��У������ĥ��Һע��ĥ����������ĥ���¶ȣ�����ĥ��Һ������ȴ����ϴ媣�����ȹ�Ч��
1����ȴ������Բ̨ƽ��ĥ��ĥ��Һ����������ɰ��֮��ij�ͻ��ʹ�¶ȵ��䣬���ֹ����ijߴ羫�ȡ�
��ȴ���ܵĺû���ȴ����ĥ��Һ�������������ݣ��ȵ��ʵȡ�ĥ��Һ������Խ����ȴ����Խǿ��������������ԽС����ͨ��˵��ˮ��ĥ��Һ����ȴ�Ա��ͻ�ĥ��Һ�á�
2������;ĥ��Һ�ܷ��ڵ���ĥ�����������棬����֮�������Ĥ��������ͻ���Ӷ�����ɰ�����öȡ�
3����ϴ��;��ĥ��Һ�ɽ�𤸽������Բ̨ƽ��ĥ����������ɰ���ϵ�ĥ��ĥ��������������˹������档
4��������;��ĥ��Һ�ܱ�������Բ̨ƽ��ĥ����������ɰ�ֲ������ա�ˮ�֡��ֺ���Ӱ�����ʴ��
����ƽ��ĥ��
����ƽ��ĥ����Ҫ���ص��У�
1������ƽ��ĥ����ĥͷ�ʹ����ĸ��Զ��յ�ǿ��
2����Ʒ���͵�ƽ��ĥ���Ĺ��ʶ��յĴ��һ��ܹ��չ���˴ţ������˰�ȫ�ԡ�
3����ʽԲ̨ƽ��ĥ����ĥ�����Ӹߣ��ܹ�����������
4��������Ӧ�õ���������⣬��������ʹ��IJ��ֶ��յĽ��ա�
5������ĥ��������ȴҺ����װ�á�
6��ĥ������̨ΪԲ��ǿ��������̣��ܹ���֤����ʱ�Ĺ����ԡ�
���Ͼ��DZ���ŷ�ޱ��������ĸ�app����ƽ��ĥ���Ĺ�ЧҪ����������Щ�����һ�з����ˣ�����������������Ӧ�ñ���������������

�ڻ�е�����ҵ�У��Խ��������������͵�����60%�����ϣ��ɼ�ĥ���Ի�е������ҵ�Ľ����ԣ�����ְλҲ�Զ������ڻ�е������ҵ�ж��ڽ������ϵ�����ģʽ�̳�����ģ�ĥ��ֻ������֮һ��
��ô����ĥ���ӹ����Ľ��������ܹ����һ�����ոߵijߴ羫�ȡ����ж��յ͵���òë��ˮƽ����������ܼӹ������������Լӹ���Ӳ��������������ͼ�������Ҳ�ܹ���ĥ��������ֱ�ӵļҼӹ��������������ĥ����Ӧ���ʺͼӹ����ޡ�
�ݹ��������ֹ��ܲ��Ļ���������ĥ���ı�����ռ����30%��������������������Ҳ�ɴ˿ɼ�ĥ���ڻ�е������ҵ�еĽ���ְλ��

1��ƽ��ĥ���Ķ�λ
�������õ�λҪԤ������Ŀռ䣬�ڴ�·�̣�������300�������Ͽռ�ߴ硣����ʱ��Ҫ��������ˮƽ0.02��1000�ͺ���ˮƽ0.04��1000���������ؽ���˨��
2��ĥ��ɰ�ֵ�ѡ��
��ѡɰ�����ܳ��������ٶ�35m/s���ϣ����ܰ�ȫӦ�á��Ͻ�Ӧ�����ƻ���ɰ�֡���ĥ��ǰ��Ҫ��ɰ��װ��ɰ�ֿ�������ƽ����
3��ƽ��ĥ������
����ɰ��ǰ��϶�����Ϊ˳ʱ�뷽��Ťת��
4��Һѹ��ϵ
ƽ��ĥ��Ӧ�õ���32�ſ�ĥҺѹ�͡�
�»���Ӧ�������º���Ļ�Һѹ�ͣ�����ÿһ��Ļ�һ�Σ�ͬʱ�ྻ���䡣
5���⻬װ��
�⻬��Ӧ��32�ŵ���⻬�͡�ÿ��ȷ���ͳ��������������ͱ��������ϡ�ÿ���Ѽ쵼����·�Ƿ�ͨ������������ȱ�͡�

1����ѡ����ô���͵�ɰ��Ƭ���мӹ�����ʱ������Ҫѡ�����Ի���������ת��2000m/min���ϵ�ɰ��Ƭ��
2�������ͽ�����·��800��������ĥ��Ϊ0.03���ף�800��������ĥ��Ϊ0.05����
3��Ӧ�õ���ɰ��Ƭ�̣�������װ�ϵķ����Ծ���ƽ�����ԡ�
4����Ӧ���ƻ���ɰ��Ƭ���������ֹ��ϡ�
5����Ӧ��ɰ��Ƭ����ĥ����ǰ�������ɰ�־���5���ӵĿ�ת��Ϊ�˰���Ӧ�õİ�ȫ�ԡ�
���ϼ�����Ӧ��Բ̨ƽ��ĥ������ɰ��ĥ��ʱ�����Ӧ�����±䣬���в�ȫӭ��������

����̨����б��3��ʵ�ֿ��е��ڽǶ�ĥ����֧�ִ�Ƕȶ��ƣ������
������ѯ �������ߣ�15184398222
ŷ�ޱ��������ĸ�appʡ��ĥẻ�����ŷ�ޱ��������ĸ�app�����ɷ�����˾��2011���������˾��������ռ��50��Ķ��������Ҫ��������λ������˫�Ų����ж����߾��ÿ�����������λ����Խ����ͨ��ݡ� 2009����ԭŷ�ޱ��������ĸ�appĥ�������ɶ����������������ͷ�ĥ�������˲ž�ҵս�Ի���ϵ������2011�������ŷ�ޱ��������ĸ�appʡ��ĥẻ�����ŷ�ޱ��������ĸ�app�����ɷ�����˾�����¼�ƴ�ĥẻ��ɷݣ���2012��ŷ�ޱ��������ĸ�appĥ�������ܲ�ί˾���������Բ�ҵת�ͣ��ҹ�˾����ԭŷ�ޱ��������ĸ�appĥ�������ɶ�
���������ӹ� ���컡���о�

��ַ��ŷ�ޱ��������ĸ�appʡ�ɶ��ж����߾��ÿ�����������446��
�������ߣ�15184398222
��ϵ���䣺1215973999@qq.com
����֧�֣�������վ����
 ��ĥ�ֻ�����
��ĥ�ֻ�����
QQ��ѯ
��ϵ�绰
�ſͷ�











 ��������
�������� ������֤
������֤ �Ŷӷ��
�Ŷӷ�� ��ϵ����
��ϵ����